Kabelterminaler
 Slutlig tätning utförs för att täta kabeln i omedelbar närhet av anslutningspunkten för dess strömförande ledningar till enheter, samlingsskenor för distributionsanordningar och andra delar av den elektriska installationen.
Slutlig tätning utförs för att täta kabeln i omedelbar närhet av anslutningspunkten för dess strömförande ledningar till enheter, samlingsskenor för distributionsanordningar och andra delar av den elektriska installationen.
För närvarande används följande typer av kabelbrott för spänningar upp till 10 kV: i en ståltratt, i en gummihandske, epoxiharts, såväl som från polyvinylkloridremsor.
Avslutning av kablar i ståltrattar (typbeteckning KVB) används fortfarande i stor utsträckning för elinstallationer med en spänning på upp till 10 kV placerade i torra uppvärmda och ouppvärmda rum. En sådan tätning kan ha tre utföranden:
-
KVBm — med en oval liten tratt utan lock och monterad utan porslinsbussningar,
-
KBBk — med en rund tratt, vid vars utgång kabelkärnorna är belägna på hörnen av en liksidig triangel (i en vinkel på 120 °),
-
KVBo — med en oval tratt, vid vars utgång kabelns ledare är placerade i en rad.
Packningar KVBo och KVBk används för att ansluta kablar konstruerade för spänning upp till 10 kV med ledare med godtyckligt tvärsnitt, vid avslutning av kablar för spänning 3, 6 och 10 kV, är tratten installerad med lock och porslinsbussningar, och vid anslutning kablar för spänning upp till 1 kV — utan lock och genomföringar.
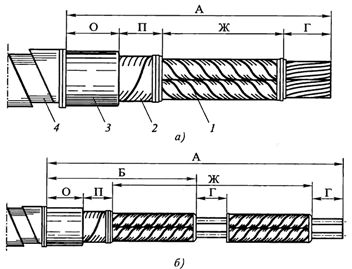
Tätning av kablarnas ändar i en ståltratt används oftast, eftersom de material som är nödvändiga för tillverkning och gjutning av trattar alltid finns tillgängliga i all elektrisk utrustning. För terminering av tretrådiga kablar för spänning upp till 1 kV med ett tvärsnitt på upp till 3 x 120 mm2 och fyrtrådiga kablar med ett tvärsnitt på upp till 4 x 95 mm2, mestadels ovala ståltrattar av små storlek KVBm används. Tätning görs i följande ordning.
Ståltratten som ska installeras rengörs från smuts, placeras på kabeln (fig. 1, a) och glider längs den (efter att den har slagits in med papper för att skydda tratten från föroreningar). Efter att ha klippt änden av kabeln, värm massan av MP-1-märket till 120 ... 130 ° C och skålla försiktigt den avskurna sektionen.
Venerna isoleras med en självhäftande tejp av polyvinylklorid (Fig. 1, b), applicera halvöverlappande varv. Tratten skjuts på den avskurna änden av kabeln (fig. 1, c), ledningarna är placerade i den. Sedan, efter att ha markerat platsen för tratthalsen på kabeln, flyttas den igen.
Fäst också jordledningen till kabelns mantel och pansar med ett trådbandage, löd den (fig. 1, d ... f).Efter att den kvarvarande ringtejpen har tagits bort över isoleringen och sedan på kabelskyddet (på den plats där tratthalsen ska vara) lindas flera lager hartstejp koniskt (fig. 1, g) för ett tätare munstycke på tratthalsen .
En jordledning passerar genom mitten av lindningen (efter 3 ... 4 lager). Tratten pressas på plats, med ansträngning placeras den på rullen och fixeras vertikalt till strukturen med klämmor, till vilka jordledningen sedan fästs (fig. 1, h).
Öronen löds eller svetsas till ändarna av kabelkärnorna, kabelkärnorna böjs så att de är på samma avstånd från varandra och från trattens väggar, och värm sedan upp tratten till 35 ... 50 ° C, fyll den med varmt kabelbord. Under kylning och krympning hälls kabelmassan i tratten så att dess slutnivå inte är mer än 10 mm under trattens kant.
För korrosionsskydd är tratten, konsolen och stödstrukturen målade med emaljfärg. Tratten är märkt som visar kabelns nummer och tvärsnitt.
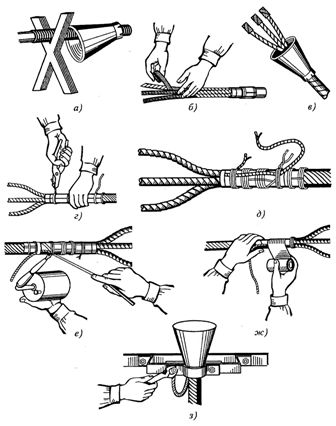
Ris. 1. Operationssekvens (a … h) efterbehandling av kabeln i en ståltratt
Avslutning av kablar i gummihandskar (typbeteckning KVR) är tillåten i lokaler med normal miljö med en skillnad i nivåerna av placeringen av kablarnas ändar högst 10 m och används för tretrådiga kablar avsedda för en spänning upp till 1 kV, med tvärledartvärsnitt upp till 240 mm2 och fyrtrådiga kablar med ledartvärsnitt upp till 185 mm2. Gummihandskarna är gjorda av nitritgummi PL-118-11.
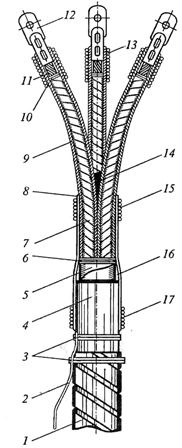
Efter att ha klippt änden av kabeln utförs installationen av KVR-avslutningen (Fig. 2) i följande ordning.Först, på de avskurna kärnorna 4 av kabeln, appliceras flera lager av lindning 2 gjord av självhäftande polyvinylkloridtejp på avstånd för att fixera pappersisoleringen och runda dess vassa kanter för att underlätta deras passage genom rören 3 och grenar (fingrar) 14 på handsken.
Handskens kropp (kropp) 75 böjs med en tång i flera steg längs hela omkretsen i ett område som är ungefär lika med klämmans 6 bredd (25 ... 30 mm, beroende på handskens storlek).
Sektionen av kabelmanteln 9 mellan de två ringformiga snitten avlägsnas och ett bandage 13 av tung tråd appliceras på den exponerade delen av isoleringen av korset 12, varefter en grovhet skapas på den böjda delen av handskkroppen 15 , för vilken genom att torka den med trasa indränkt i bensin, bearbetas den med en kardotejpfil eller borste. Den del av skalet som handsken ska limmas på rengörs till glans och torkas sedan av med en trasa indränkt i bensin.
Den böjda delen av handskkroppen och skalsektionen beläggs sedan med ett tunt lager av nr 88H lim. Om skalets diameter är mindre än handskens innerdiameter lindas ett oljebeständigt gummiband runt skalet, vars varje lager också är belagt med lim. Efter de 5 ... 7 minuter som krävs för att limmet ska torka, viks handskens kropp över en tejprulle. Fästdjupet för handsken på höljet E bör vara 30 … 35 mm.
Fäst handskens kropp på kroppen med en speciell klämma eller två bandage av fyra varv av koppar eller mild galvaniserad ståltråd med en diameter på 1 mm (ha tidigare lindat två lager gummitejp på kroppen på de platser där de är installerad).
Efter att tillfälligt binda gummislangarna med bomull eller gummitejp direkt i handsken för att skydda papperstejpens isolering från skador, böjs och böjs kabelns kärnor.
Böj ändarna på trådarna som isolerar ledningarna i ett område som är lika med längden på rördelen av spetsen 1 plus 8 mm, och förbered på så sätt kabelns ledningar för avslutning. För att underlätta böjningen av rören, smetas de yttre ytorna på dessa områden med vaselin eller smörjolja.
Pressa, svetsa eller löd spetsarna till ändarna av de ledande kärnorna och torka sedan av deras cylindriska (rörformiga) del med en trasa fuktad med bensin.
Den krökta delen av röret ruggas upp med en kvastfil eller en stålborste efter att ha torkat av den med en trasa fuktad med bensin, och sedan appliceras ett tunt lager av nr 88H lim på den.
Rullar lindade med oljebeständig gummitejp och belagda med lim nr 88H placeras i spetshålen som bildas under pressningen med den lokala intryckningsmetoden. Om diametern på den cylindriska delen av spetsen är mindre än rörets innerdiameter, det vill säga det finns en skillnad mellan dem, så många lager av oljebeständigt gummi, som tidigare torkats med bensin och belagts med lim nr 88H , är sårade på spetsen, om det är nödvändigt att eliminera det helt. För att täta skruvas röret av på den cylindriska delen av spetsen.
Tätning kan också åstadkommas genom att limma en bit rör av sådan längd att den helt täcker den cylindriska delen av spetsen och går in i huvudröret på ett avstånd lika med två av dess diametrar. I detta fall ruggas först de limmade ytorna på rören (huvud och sektion), torkas av med trasor indränkta i bensin, täcks med lim nr 88H och får torka. Sedan appliceras ett tjockt lager lim nr 88H igen på den inre ytan av rörsegmentet och omedelbart tryckt på spetsen.
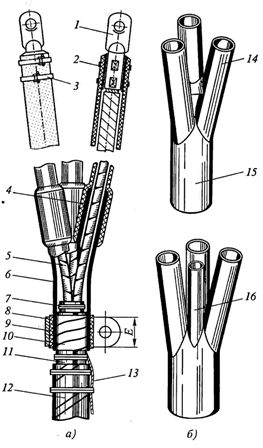
Ris. 2. Konstruktion av KVR-avslutning (a) och typ av gummihandskar för tre- och fyrkärniga kablar (b): 1 — topp, 2, 11 — PVC-bandlindning, 3 — nitritgummirör, 4 — kabelkärna, 5 — handske, 6 — fäste, 7 — jordkabel, 8 — stötfångare, 9 — kabelmantel, 10 — oljebeständig gummiremsförsegling, 12 — bältesisolering, 13 — bandage, 14 — handskfinger, 15 — handskkropp , 16 — höjning för fyrkärnig fyrkärnig kabel
När kärnan färdigställs genom svetsning med hjälp av gjutgods av märket LA, lindas en remsa av oljebeständigt gummi över den nakna delen av kärnan med övergången av dess varv till spetsen och isoleringen av kärnan. Det är också tillåtet att försegla denna spole med ett kontinuerligt bandage av vridet garn med en diameter på 1,5 ... 2 mm, som sedan täcks med asfaltlack.
De vanligaste metoderna för att täta gummislangar till kopplingar visas i fig. 3. Gummirör 1 är fixerade på spetskroppen med en speciell tejp 3 eller fyra varv koppartråd med en diameter på 1 mm.
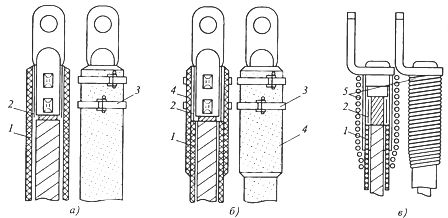
Ris. 3.Metoder för att täta gummirör på en aluminiumspets: a — genom att förrulla röret, b — med hjälp av en rörbit, c — tvinnat garn på en gjuten spets, 1 — gummirör, 2 — spole med oljebeständig gummitejp , 3, 5 — bandage av ståltejp och garn, 4 — kopplingar av gummislang
Epoxikabelavslutning, den kännetecknas av enkelhet i utförande, tillförlitlighet, hög elektrisk och mekanisk styrka, säkerhet och värmebeständighet (arbetstemperaturen för en sådan tätning är från -50 till +90 ° C).
Den har en allmän beteckning av typ KVE och används för att terminera kraftkablar som är konstruerade för spänningar upp till 10 kV och används i alla lokaler, såväl som i elektriska utomhusinstallationer som skyddas mot direkt exponering för atmosfärisk nederbörd och solljus.
En epoxibehandlad kropp bildas efter härdning av epoxiföreningen, gjuten till en konisk form, tillfälligt glidande längs kabelns ände.
Epoxikroppsinsatsen (fig. 4) kan ha följande design:
-
KVEN — med nitritgummirör av trådar för användning i torra rum,
-
KVED — med tvåskiktsrör (undre skikt av polyvinylklorid, övre skikt av polyeten) rör på venerna för användning i fuktiga rum och områden med tropiskt och subtropiskt klimat,
-
KVEP — med utgång från höljet av isolerade ledare lödda inuti flerkärniga ledare i en kabel konstruerad för spänning upp till 1 kV, för användning i fuktiga rum och områden med tropiskt och subtropiskt klimat,
-
KVEz — med nitritgummirör på entrådsledare av kablar utformade för spänningar upp till 1 kV och "lås"-enheten inuti lådan för användning i fuktiga rum och områden med tropiskt och subtropiskt klimat.
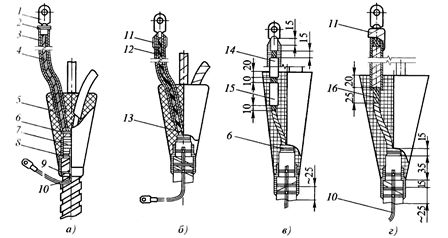
Ris. 4. Slutlig epoxiförsegling av kablar av olika design: a — KVEN, b — KVED, c — KVEP, d — KVEz, 1 — spets, 2 — bandage eller klämma, 3 — nitritgummirör, 4 — ledande tråd i fabriksisolering , 5 — fall av epoxiblandning, 6 — bandage gjord av råa trådar på isoleringen av remmen, 7 — kabelmantel, 8 — dubbelskiktslindning, 9 — trådbandage av jordkabeln, 10 — jordkabel, 11 — lindning av bomullstejp , täckt med en epoxiblandning, 12 — dubbelskiktsrör, 13 — isolerad tråd, 14 — skarvningen av kärnan genom lödning, 15 — lindning från självhäftande PVC-tejp, 16 — bar del av kärnan
Utöver ovanstående används KVEo-terminaler även utan en epoxigjuten kropp, men med en rulle av bomullstejper limmade med en epoxiblandning är de avsedda för den slutliga avslutningen av enlediga kablar avsedda för spänningar upp till 1 kV, under samma förutsättningar som KVEN-terminaler och KVED.
Installationen av terminalerna börjar efter kapning av kabeln, utförd i enlighet med de allmänna instruktionerna. Måtten på kabellisterna för plintarna KVEP och KVEz bestäms med hjälp av fig. 5 och tab. 1.
Ris. 5. Kapning av kabeln för montering av KVEP (a) och KVEz (b): 1 — kärna i fabriksisolering, 2 — remisolering, 3 — mantel, 4 — kabelskärm
Det speciella med KVEP-avslutningen är att det inte är de ledande kärnorna i kabeln som kommer ut ur den, utan bitarna av isolerad tråd som är fäst vid dem. Det utförs enligt följande.En bit isolerad tråd av den erforderliga längden med ett tvärsnitt som motsvarar kabelkärnan väljs, dess ändar rengörs, förbereder för att ansluta en av dem till kabelkärnan och den andra till spetsen.
Tabell 1 Storlekar på kabelband för montering av KVEP- och KVEz-kopplingar
Storlek på segmenten av kanalernas segment, mm (se fig. 5) AOONSGBCEP-1, Quep-2170352040-Qvep-3, Queep-4210502045-CVEP-5, Quep-62405020-Quep-724-CV -2, KVEz-3F + 5535202595KVEz-4, KVEz-5F + 55352025120
Anmärkningar:
1. Längden på de avskurna kabelkärnorna (segment Ж) tas beroende på villkoren för läggning och anslutning, men inte mindre än 150 mm.
2. Sektion G för terminering av KVEz bestäms beroende på metoden för terminering av ledningarna.
De nakna ändarna av kabelns kopparkärna och koppartråden avfettas, sätts in i en anslutande kopparhylsa och löds genom att hälla POS-30 eller POS-40 lod i den. Kabelns aluminiumkärna ansluts till en aluminiumtråd i en aluminiumhylsa genom lödning, gjutning eller krympning.
Efter anslutning av kabelns kärna till ledaren appliceras en spole av självhäftande polyvinylkloridtejp på det exponerade området, jordledaren löds fast på skärmen och remsorna, och sedan avfettas kärnan och manteln vid termineringspunkten med aceton tills de ger bättre vidhäftning till epoxiföreningen.
En rörlig kon är monterad på den förberedda änden av kabeln, så att kabelns kärnor är på ett avstånd av minst 6 ... 7 mm från varje punkt på dess kant, och lödsektionen är inuti. Formen hälls med en epoxiblandning och efter härdning tas den bort.
KVEz epoxiterminering (se Fig. 4, d) skiljer sig från KBEp-terminering genom att 25 mm långa sektioner G, så kallade lås, fria från isolering lämnas på kabelns enledade solida ledningar (se Fig. 5). Ett rör av nitritgummi av denna längd placeras över trådarna med exponerade sektioner, vilket gör att ena änden kan dras över den cylindriska delen av spetsen och den andra för att sänka urtagningarna i epoxikroppen till ett djup av minst 20 mm.
Vid installation och fyllning av formen med epoxi uppfyller KVEz-inbäddningar samma krav som KVEP-inbäddningar.
Ris. 6. Avslutning KVV: 1 — kabelskärm, 2 — jordtråd, 3 — trådremsor av skärm och mantel, 4 — kabelmantel, 5 — fabrikstillverkad isolering, 6 — bomullsgarnbandage på midjeisolering, 7 — kärna i fabrik isolering, 8 — glasformad bälteslindning, 9 — kärnlindning, 10 — bomullsgarnbandage på kärnisolering, 11 — bar del av kärnan, 12 — kabelklämma, 13, 15, 17 — bandage, 14 — fyllning, 16 — utjämningsvals
Avslutning av kablar med PVC-remsor
Ändtätningar gjorda av polyvinylkloridtejp och lack (typbeteckning KVV) används för kablar isolerade med papper, avsedda för spänningar upp till 10 kV och används inomhus, samt i utomhusinstallationer vid en omgivningstemperatur som inte överstiger 40 ° C och föremål till skydd mot direkt exponering för nederbörd och solljus.
KVV-avslutning används när nivåskillnaden för den högsta och lägsta punkten av kabelns placering längs sträckan inte är mer än 10 m, annars används en speciell KVV-avslutning. Installationen av KVV-beslag utförs vid en omgivningstemperatur på minst 5 ° C.
Försegling av KVV (fig. 6) utförs med lim (första versionen) eller icke-adhesiv (andra versionen) med polyvinylkloridtejp med användning av kompositioner nr 1 (lock) eller nr 2 (fyllning), respektive PVC-lim (Fig. med ett självhäftande lager) tejpen är 0,2 ... 0,3 mm tjock och 15 ... 20 mm bred, och den icke-klibbiga tejpen är 0,4 mm tjock och 25 mm bred. Måtten på kabeltvärsnittet för komplettering av KVV bestäms med hjälp av en tabell. 2 och fig. 5, a.
Kabelskor är svetsade, lödda eller krympta i ändarna av kabelkärnorna.
Vid avslutning av kabelkärnorna genom att krympa flänsen genom ett lokalt urtag, används endast rörskor som har en fabrikstätning. Innan kabelns aluminiumtråd pressas, rengörs spetsens insida med en ståltrådsborste och smörjs in med kvarts-vaselinpasta.
Efter att ha tagit bort isoleringen från ändarna av tråden till en längd som är lika med längden på rördelen av spetsen och gnugga dem från kardotejpen till en metallisk glans, smörjs det exponerade området också med kvarts-vaselinpasta.
Efter en sådan förberedelse placeras spetsen tills den vilar på kärnan, och efter att ha placerat den i pressmekanismen med en tidigare vald stans och stans, böj den.Groparna som erhålls på den rörformiga delen av spetsen efter krympning torkas av med en trasa fuktad med bensin, smörjs med komposition nr 2 och fylls sedan med rullar av polyvinylkloridtejp och polyvinylkloridkomposition nr 2.
Volymen och formen på tejprullen måste motsvara hålets djup och form. Hanken pressas in i hålet och beläggs sedan med blandning #2.
Avsatserna som bildas vid övergångarna från den yttre ytan av den cylindriska delen av kabelskorna till kärnisoleringen är jämna med en spole av polyvinylkloridtejp 7,5 mm bred, för vilken tejprullen 15 mm bred är halverad. På liknande sätt riktar du in golvlisten vid övergången från bly- eller aluminiummanteln till bältesisoleringen.
Tabell 2. Kabellistmått för KVV-terminalinstallation
Installationens storlek Ledarsektion, mm2, för spänningskablar, kVDmått på kanalsegment, mm (se Fig. 4, a)1610АОНСКВВ-1До 25—F + 653015KVV-235…5010…25-F + 70535020KV5-35020KV5-35020KV5-35020KV5-1До 25—F 5016…25F + 1058025KVV-4120… 15070…9535… 70F + 1058025KVV-5185120…15095…120F + 12510025KVV-62401825150F1-2001825150F1-2 510025KVV-8—240F + 12510025
Anmärkningar:
1. Längden på de avskurna trådarna (segment G) tas beroende på anslutningsförhållandena, men inte mindre än 150 mm för en kabel för en spänning på 1 kV, 250 mm för en spänning på 6 kV och 400 mm för en spänning på 10 kV.
2. Sektion G bestäms beroende på metoden för avslutning av ledningarna.
Torka sedan av de yttre ytorna av trådisoleringen och bältesisoleringen med en trasa lätt fuktad med bensin, och varje kärna från bältesisoleringen till kontaktdelen av spetsen lindas med polyvinylkloridtejp (i tre lager med en trådkors- sektion på upp till 95 mm2 och i fyra lager med ett tvärsnitt på 120 mm2 och mer).
Skikten av polyvinylkloridtejp appliceras med en 50% överlappning av föregående varv (överlappning) och med en spänning där tejpen sträcks med en minskning av den ursprungliga bredden med högst 1/4. Det sista lindningsskiktet av varje kärna utförs genom att närma sig hela stigningen för bly- eller aluminiummanteln.
Lindningen av varje kärna är täckt med en borste med ett tjockt lager av komposition nr 2 i sektioner 70, 100 eller 120 mm långa (räknat från änden av bandisoleringen) med kabeldiametrar längs manteln, respektive upp till 25 , 40 och 55 mm. Kompositionen appliceras på den del av ytan av varje kärna som är vänd inåt.
Med hjälp av en borste eller träspatel används förening nr 2 för att fylla det inre utrymmet mellan venerna. Sedan pressas venerna med händerna i en bunt och fixeras i denna position med ett bomullstejpbandage på ett avstånd av 10 mm från området täckt med komposition nr 2.
Den yttre ytan av bunten av komprimerade vener är också belagd med ett tjockt skikt av komposition #2 (med användning av kompositionen extruderad i bunten). Mängden komposition i spåren som bildas av venerna bör vara sådan att den kommer ut i form av tre rullar ovanför buntens yta, det vill säga att de inte ska lämnas ofyllda med kompositionen, i vilken luft och fukt kan ackumulera.
På den sektion av kärnorna som komprimeras till en bunt och på den sektion av kabelmanteln, appliceras en remsglaslindning av åtta lager polyvinylkloridtejp med 50 % överlappning (oavsett kabeltvärsnitt och spänning) och vid en avstånd på 20 mm från ändarna av denna lindning och på den cylindriska delen av en kabelstång - vridna bandage av garn med en diameter på 1 mm (tabell 3).
Förbanden täcks med polyvinylkloridförening nr 1 med en borste.
För att öka fuktmotståndet täcks tätningens yttre yta med asfaltlack eller färgad emaljfärg.
Ett tillfälligt bandage av bomullstejp applicerat 10 mm ovanför glasspolen kan tas bort efter att trådarna böjts och anslutits till kontakterna på motsvarande gummin i apparaten eller ställverket och efter tillräcklig torkning av kompositionen nr 2.
Dessutom, innan kompositionen 2 torkar, är det önskvärt att frigöra inbäddningen från trycket från impregneringskompositionen, vilket uppstår på grund av skillnaden i nivåerna av placeringen av kabeländarna. Anslutningen av kabeln med den nyinstallerade avslutningen under belastning är tillåten tidigast 48 timmar efter avslutad installation.
KVV-tätningar med icke-adhesiv polyvinylkloridtejp och flytande förening #1 installeras på samma sätt som tätningar med självhäftande tejp. I det här fallet fixeras varje lager av spole (för att undvika att försvaga densiteten av dess överlagring innan nästa lager är färdig) tillfälligt fixerat med ett bandage av 2-3 trådar av råa trådar.
Tabell 3 Beroende av bandagets bredd på kabelkärnornas tvärsnitt
Kärnsektion, mm2162535507095120150185240 Bandagebredd, mm25303540455055657075
Ytan på varje lager av spolen täcks först med ett, och efter torkning - med det andra lagret av komposition nr 1. Nästa lager av tejp appliceras på det tredje lagret av komposition nr 1, som inte appliceras omedelbart längs hela längden, men gradvis i sektioner med en längd av 100 mm.
KVV-tätningar av specialutförande används med stora skillnader i kabeländarnas placeringsnivåer. De skiljer sig från tätningarna i den första och andra designen genom att lindningen på kärnisoleringen är gjord av fem lager polyvinylkloridtejp, och tätningsryggen är förseglad med en epoxiförening istället för polyvinylkloridförening nr 2.
I specialkonstruktion KVV-beslag är utjämningsspolen mellan spets och kärnisolering gjord med bomullstejp med en generös beläggning av epoxi vid varje varv.