Detektering av defekter i kontaktanslutningarna av ställverk och luftledningar
Som du vet, beroende på design, syfte, anslutningsmetod för material, användningsområde och andra faktorer, finns det kontaktfogar med bultar, svetsade, lödda och krympta (pressade och vridna). Fjärravståndskablar kan också hänvisa till kontaktanslutningar.
Defekter i svetsade kontaktfogar
Under arbete i kontaktfogar gjorda genom svetsning kan orsakerna till defekter vara: avvikelser från de angivna parametrarna, underskärningar, bubblor, grottor, bristande penetration, hängning, sprickor, slagg- och gasinneslutningar (hålrum), oförseglade kratrar, bränning av kärntrådar, divergens av de anslutna ledningarna, fel val av plintar, avsaknad av skyddande beläggningar på anslutningarna, etc.
Termisk svetsteknik säkerställer inte tillförlitlig drift av svetsade kontakter för ledningar med ett stort tvärsnitt (240 mm2 och mer).Detta beror på det faktum att på grund av otillräcklig uppvärmning under svetsning av trådarna som ska anslutas och ojämn konvergens av deras ändar, bränns de yttre skikten, bristen på penetration, krympande hålrum och slagg uppträder på svetsplatsen . Som ett resultat minskar den mekaniska hållfastheten hos den svetsade anslutningen, vilket vid mekaniska belastningar lägre än beräknat leder till ett brott (bränning) av tråden i ankarslingan.


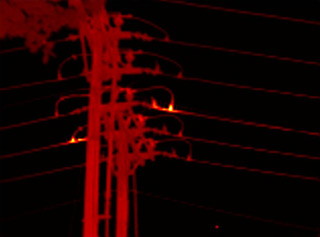
Svetsfel i ankarstödsslingor har lett till nödstopp av kortlivade luftledningar. Om de enskilda trådarna går sönder i svetsfogen leder detta till en ökning av kontaktresistansen och dess temperatur. Hastigheten för utveckling av defekter i detta fall kommer att avsevärt bero på ett antal faktorer: värdet på belastningsströmmen, trådspänningen, effekten av vind och vibrationer, etc. Baserat på de utförda experimenten fann man att:
-
minskning av ledarens aktiva tvärsnitt med 20 — 25 % på grund av brott på enskilda ledare får inte detekteras vid IR-styrning från en helikopter, vilket är förknippat med ledarens låga emissivitet, värmeisolatorns avstånd från banan på 50 — 80 m, påverkan av vind, solstrålning och andra faktorer;
-
när man avvisar defekta kontaktfogar gjorda genom svetsning, med hjälp av en värmekamera eller pyrometer, bör man komma ihåg att utvecklingshastigheten för defekter i dessa leder är mycket högre än i bultade kontaktfogar med pressning;
-
defekter i kontaktfogar gjorda genom svetsning vid en övertemperatur på cirka 5 ° C, detekterade av en värmekamera under inspektion av en luftledningshelikopter, bör klassificeras som farliga;
-
stålhylsor som inte tas bort från den svetsade delen av trådarna kan ge ett felaktigt intryck av eventuell uppvärmning, på grund av den uppvärmda ytans höga emissivitet.

Defekter i pressade anslutningar
I kontaktanslutningarna som görs genom krympning finns det felaktigt val av klackar eller hylsor, ofullständig införande av kärnan i fliken, otillräcklig pressning, förskjutning av stålkärnan i trådanslutningen, etc. Som ni vet är ett av sätten att hantera de krympta kontakterna är att deras DC-resistans mättes.
 Kriteriet för minsta kontaktanslutning är resistansen för motsvarande sektion av hela ledaren. En gjuten kontakt anses vara fördelaktig om dess motstånd inte är mer än 1,2 gånger den ekvivalenta längden på hela tråden.
Kriteriet för minsta kontaktanslutning är resistansen för motsvarande sektion av hela ledaren. En gjuten kontakt anses vara fördelaktig om dess motstånd inte är mer än 1,2 gånger den ekvivalenta längden på hela tråden.
När kopplingen trycks ned sjunker dess motstånd kraftigt, men med ökande tryck stabiliseras det och förändras obetydligt. Motståndet hos kontaktdonet är mycket känsligt för tillståndet hos kontaktytan på de krimpade trådarna. Utseendet av aluminiumoxid på kontaktytorna leder till en kraftig ökning av kontaktmotståndet hos kontaktdonet och en ökning av värmeutvecklingen.
De obetydliga förändringarna i kontaktmotståndet hos kontaktleden under pressningsprocessen, såväl som den tillhörande låga värmeavgivningen i den, indikerar den otillräckliga effektiviteten för att upptäcka defekter i dem omedelbart efter montering med hjälp av infraröda enheter.
Under driften av pressade kontaktfogar kommer närvaron av defekter i dem att bidra till mer intensiv bildning av oxidfilmer med en ökning av övergående motstånd och förekomsten av lokal överhettning. Därför kan det antas att infraröd styrning av nya krimpade kontaktanslutningar inte tillåter detektering av krimpfel och bör utföras för kontaktdon som varit i drift under en viss period (1 år eller mer).
De huvudsakliga egenskaperna hos gjutna kopplingar är graden av krympning och mekanisk styrka. När den mekaniska hållfastheten hos kontaktdonet ökar, minskar dess kontaktmotstånd. Kontaktens maximala mekaniska styrka motsvarar kontaktens minsta elektriska motstånd.
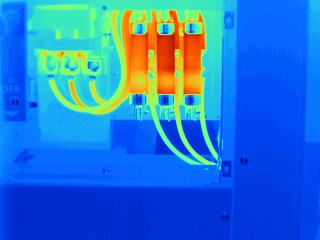
Defekter i skruvade kontaktanslutningar
Kontaktkontakter gjorda med bultar har oftast defekter på grund av bristen på brickor vid anslutning av en koppartråd till en platt terminal av koppar eller aluminiumlegering, avsaknaden av Belleville-fjädrar, på grund av den direkta anslutningen av aluminiumspetsen till kopparterminalerna av inomhusutrustning med en aggressiv eller våt miljö, till följd av otillräckligt skruvdragningsmoment etc.
Bultade kontaktförband av aluminiumskenor för höga strömmar (3000 A och mer) har inte tillräcklig stabilitet i drift.Om kontaktanslutningar för strömmar upp till 1500 A kräver åtdragning av bultar vart 1-2 år, då behöver liknande anslutningar för strömmar på 3000 A och mer årlig reparation, med nödvändig rengöring av kontaktytorna. Behovet av en sådan operation beror på det faktum att i rörledningar för stora strömmar (bussar av kraftverk, etc.) gjorda av aluminium, är processen för bildning av oxidfilmer på ytan av kontaktfogarna mer intensiv.
Processen för bildning av oxidfilmer på ytan av bultade kontaktfogar underlättas av olika temperaturkoefficienter för linjär expansion av stålbultar och aluminiumskena. När kortslutningsström eller växelström passerar genom samlingsskenan uppstår vibrationer, speciellt när samlingsskenan är lång, och deformation (komprimering) av kontaktytan på aluminiumskenan uppstår. I detta fall försvagas kraften som drar ihop bussens två kontaktytor och lagret av smörjmedel mellan dem avdunstar. Som ett resultat av bildandet av oxidfilmer, kontaktytan för kontakterna, dvs. antalet och storleken på kontaktytorna (punkterna) genom vilka strömmen passerar minskar, och samtidigt ökar strömtätheten i dem. Det kan nå tusentals ampere per kvadratcentimeter, vilket gör att uppvärmningen av dessa punkter ökar avsevärt.
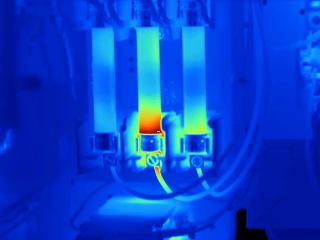
Temperaturen på den senare punkten når kontaktmaterialens smältpunkt och en droppe flytande metall bildas mellan kontaktytorna. Temperaturen på dropparna, ökar, når kokning, utrymmet runt kontaktövergången joniseras och en flerfas kortslutning kan bildas i reaktoranläggningen.Under påverkan av magnetiska krafter kan bågen röra sig däck RU med alla följder av det.
Driftserfarenhet visar att, tillsammans med högströmsskenor, har enskruvskontaktanslutningar otillräcklig tillförlitlighet. De senare, i enlighet med GOST 21242-75, är tillåtna att användas vid märkströmmar upp till 1000 A, men de skadas redan vid strömmar på 400-630 A. För att förbättra tillförlitligheten hos enbultskontaktanslutningar krävs ett antal tekniska åtgärder för att stabilisera det elektriska deras motstånd.
Processen för utveckling av defekter i en bultad kontaktanslutning tar som regel lång tid och beror på ett antal faktorer: belastningsström, driftsätt (stabil belastning eller variabel), exponering för kemikalier, vindbelastning, bultdragning krafter, tillgänglighet av kontakttryckstabilisering, etc.
Kontaktanslutningens kontaktresistans ökar gradvis till en viss tidpunkt, varefter det sker en kraftig försämring av kontaktytan med intensiv värmeavgivning, vilket kännetecknar kontaktanslutningens nödläge.
Liknande resultat erhölls av specialister från Inframetrix (USA) under termiska tester av bultade kontaktförband. Ökningen av uppvärmningstemperaturen under testerna sker gradvis under hela året, och sedan börjar en period med kraftig ökning av värmeavgivningen.
Defekter i kontaktfogar gjorda genom vridning
Skador på kontaktanslutningar gjorda genom vridning uppstår främst på grund av installationsfel.Ofullständig vridning av ledningar i ovala kontakter (mindre än 4,5 varv) kommer att dra ledningen från kontakten och bryta den. Obehandlade ledningar skapar ett högt kontaktmotstånd, vilket resulterar i att ledningen i kontakten överhettas med möjlig utbränning. Det finns fall av upprepad dragning av åskskyddstråd av typen AJS-70/39 från oval kontakt av märket SOAS-95-3 från 220 kV luftledningar vridna vid ett lägre antal varv.

 Avståndsfästen
Avståndsfästen
Den otillfredsställande utformningen av vissa versioner av distansbrickor, exponering för vibrationskrafter och andra faktorer kan leda till skavning eller brott på trådar. I detta fall kommer en ström att flyta genom distansen, vars värde kommer att bestämmas av arten och graden av utveckling av defekten.
Baserat på materialen "Infraröd diagnostik av elektrisk utrustning för distributionsanordningar" Författare Bazhanov S. A.