Klassificering av styrsystem enligt operationsalgoritmen
 Värdet på den kontrollerade variabeln och arten av dess förändring, som vi redan har sett, beror på ett antal faktorer: inverkan av inställningen, tid, störande inflytande, etc. dessa faktorer.
Värdet på den kontrollerade variabeln och arten av dess förändring, som vi redan har sett, beror på ett antal faktorer: inverkan av inställningen, tid, störande inflytande, etc. dessa faktorer.
Varje automatiskt system bestäms av arten av dess fungerande algoritm (reproduktionslagen), arten av dess kontrollalgoritm och närvaron (frånvaron) av förmågan att självanpassa sig. Dessa tecken är grunden för klassificeringen av automatiska system.
Genom den fungerande algoritmens natur är automatiska system uppdelade i stabilisering, spårning och mjukvara.
V stabiliseringssystem justerbart värde y för eventuella störningar F (f) som verkar på systemet, regulatorn hålls konstant och lika med det givna värdet yo inom toleranserna y = yo + Δy,
där Δy — avvikelse för det kontrollerade värdet beroende på storleken på störningen F(t) som verkar på systemet.
Avstämningsåtgärderna x(t) i sådana system är konstanta, förutbestämda värden: x(t) = konst.
Automatiska stabiliseringssystem kan implementeras enligt principen om statisk och statisk reglering. För mer information se här: Astatisk och statisk reglering.
JA spårningssystem Automatiska styrsystem inkluderar system där reproduktionen av ett ingångsvärde som varierar enligt en godtycklig lag utförs vid systemets utgång med ett acceptabelt fel.
Reproduktionslagen för ett spårningssystem kan skrivas i följande form: y = x eller y = kx,
där x är en godtycklig ingångsstorhet som beror på tid eller andra parametrar och vanligtvis är okänd i förväg, k är en skalfaktor.
I servosystem används en terminologi som skiljer sig från den terminologi som används i styrsystem: istället för «reglering» säger man «spårning», «processslut» — «utarbetning», «ingångsvärde» — «ledande värde» , »utgångsvärde» — «underordnat värde».
I fig. 1a visar ett exemplifierande blockschema över ett servosystem.
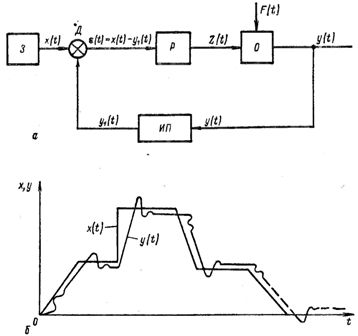
Ris. 1. Blockschema (a) och diagram (b) över förändringarna i vinkelförskjutningen av servosystemets ingång och utgång: 3 — drivelement, D — feljusteringssensor, P — styrenhet, O — objekt, MT — mätning och konverteringselement.
Huvudelementet i spårningssystemet är diskrepanssensorn D, som bestämmer avvikelsen (felet) mellan slav- och mastervärdena. Slavvärdet y mäts av mät-omvandlingselementet i MF och bringas till nivån för mastervärdet x.
Diskrepanssensorn D ställer in värdet på diskrepansen mellan mastervärdet x som kommer från masterelementet 3 och slavvärdet y och sänder en signal till styrenheten P, som genererar en reglerande åtgärd Z(t) på objektet. Regulatorn försöker reducera den resulterande oöverensstämmelsen till noll. En avvikelse av slavvärdet från masterns börvärde följer.
I fig. 1, b visar ett ungefärligt diagram över förändringen i master x- och slav-y-värdena för spårningssystemet.
Automatiska system som gör den styrda variabeln y enligt en viss, förutbestämd lag kallas mjukvarustyrsystem.
Lagen för reproduktion av ett mjukvarusystem kan uttryckas med ekvationen
y = x (T),
där x (T) är en inställd (för känd) tidsfunktion som systemet måste reproducera.
I sådana system är det nödvändigt att ha en speciell enhet — en detektor för att ändra värdet på inställningen x (t) enligt en viss lag som krävs.

Av regleringsalgoritmens natur delas automatiska system in i automatiska system med öppen åtgärdsslinga (öppen styrslinga) och automatiska system med sluten åtgärdsslinga (sluten styrslinga).
Auto-adaptiva system är uppdelade i självadaptiva eller självjusterande system och icke-självjusterande system. Det bör noteras att självanpassande system representerar en ny typ av system och inte alla begrepp i denna typ av system är helt formade, därför har de olika namn i olika läroböcker,
Alla tillverkningsanläggningar måste fungera optimalt när det gäller energiförbrukning, produktivitet och tillverkningsverksamhetens kvalitet.

Vid automatisering av sådana anläggningar är det nödvändigt att ha speciella anordningar som kan ge automatisk reglering av produktionsanläggningen för att fungera i ett optimalt läge. Sådana specialanordningar kallas automatiska justeringssystem, eller självjusterande styrsystem.
Dessa system anpassar automatiskt produktionsenheten till förändrade driftsförhållanden, d.v.s. till de förändrade egenskaperna hos det hanterade objektet (förändringar i störningar) och få det att fungera i ett optimalt läge; därför kallas automatiska avstämningssystem ofta för optimala eller extrema styrsystem.
Användningen av sådana system gör det möjligt att öka anläggningens produktivitet, förbättra kvaliteten på produkterna, minska arbetskostnaderna per produktionsenhet, etc. I framtiden kommer många automatiserade installationer att ha automatiska installationssystem.