Belysning av reparationsverkstäder för industriföretag
 Reparationen inkluderar:
Reparationen inkluderar:
- reparation och mekanisk, reparation och installation, samt verkstäder för metallkonstruktioner av reparationsblock och byggnadsbaser;
- träbearbetningsverkstäder för reparationsblock och konstruktionsbaser;
- Gjuterier för reparationsblock och konstruktionsbaser;
- verkstäder för elektriska reparationer (elektriska reparationer);
- färgverkstäder för reparationsblock och byggbaser.
De rekommenderade belysningsstyrkorna för reparationsverkstäder, reparationsblock och konstruktionsbaser antas i enlighet med industristandarderna för artificiell belysning av huvudverkstäderna inom maskinbyggnads- och verktygsindustrin.
Nödbelysning bör tillhandahållas i gjuterier (platser där metall utvinns ur en ugn eller kupol, smält- och gjutavdelning), termiska verkstäder (områden för att arbeta med syror, smälta salter och i gasinstallationer), i metallbeläggningsverkstäder (bad) . I de återstående sektionerna finns evakueringsbelysning, tillhandahållen längs huvudstråken i lokalen där mer än 50 personer arbetar.
Bärbar belysning för reparation, justering och inspektion av utrustning är installerad i alla verkstädernas lokaler. Det är tillåtet, i närvaro av metallbearbetningsmaskiner som har lokal belysning i setet, att använda maskinernas lågspänningsterminaler för att driva bärbara belysningsenheter (OP).
Spänningen på den bärbara belysningen tas beroende på spänningen för den lokala belysningen av maskinerna eller den bärbara belysningen för platsen som helhet 40 och 24 V. arbetar inuti kupoler, bunkrar och andra containrar i gjuterier.
Det rekommenderas att installera nödbelysning för rengöring och säkerhet av lokalerna i alla huvudrum i reparationsverkstäderna. Som nödbelysning rekommenderas att använda evakueringsbelysning (EO) och nödbelysning (AO).
 För allmän belysning av serviceverkstäder bör urladdningslampor (LL, DRL, MGL) och i vissa fall NLVD användas. Fluorescerande lampor bör som regel användas i rum med låg höjd (upp till 6-8 m). För kransektioner över 6-8 m höga bör RLVD användas.
För allmän belysning av serviceverkstäder bör urladdningslampor (LL, DRL, MGL) och i vissa fall NLVD användas. Fluorescerande lampor bör som regel användas i rum med låg höjd (upp till 6-8 m). För kransektioner över 6-8 m höga bör RLVD användas.
Glödlampor används i lämpliga möjliga och ekonomiskt motiverade fall, främst som backup, bärbar och lokal belysning, i små explosionsfarliga rum, för AO och EO, när de används som RLVD arbetsbelysning.
Om underhållet av belysningsarmaturerna i reparationsverkstädernas sektioner i närvaro av brokranar vanligtvis inte orsakar svårigheter, måste projektet i närvaro av brokranar tillhandahålla möjligheten att serva den överliggande allmänna belysningen.För att göra detta är det nödvändigt att utfärda ett uppdrag till organisationen - den allmänna designern för registrering i projektet av golvmobila enheter, uppdrag från organisationen som designar konstruktionsdelen, för enheten för brobelysning, enheten för operativa styrkor av upphängda kranar på mobila gungor, installation av speciella trailerkranar med plattformar för underhållslampor m.m.
I rum med liten bredd (upp till 9 m) är det tillåtet att installera OP på väggarna (som regel lampor med LL) under kranspåren, med stöd av OP från trappor och stegar.
I förhållandena för reparationsverkstäder (mekaniska, elektriska etc.) används huvudsakligen ett kombinerat belysningssystem, där den lokala belysningen av arbetsytor, monteringsbord avsevärt kan öka belysningen, skapa den nödvändiga ljusriktningen, ge belysning av den inre ytan av produkter som är avskärmade från allmän belysning skapar en gynnsam fördelning av ljusstyrkan i arbetsområdet.
Användningen av lokal belysning gör att du kan öka arbetsproduktiviteten och ofta minska produktavfallet. Samtidigt observeras som regel en kraftig minskning av energiförbrukningen och kapitalkostnaderna för installation av belysning.
I ett kombinerat belysningssystem ska belysningen av arbetsytan som skapas av de vanliga belysningsarmaturer vara minst 10 % av den standardiserade för kombinerad belysning med de ljuskällor som används för lokal belysning.I detta fall bör belysningen från allmänbelysningen i det kombinerade belysningssystemet vara minst 150 och högst 500 Lx när den används för allmän belysning av radarn och minst 50 respektive högst 100 Lx — med LN .
I rum utan naturligt ljus kan den belysning som produceras av armaturer för allmänbelysning i ett kombinerat belysningssystem ha högre värden än de som anges ovan.
Den belysning som ska tillhandahållas på arbetsplatsen med lokala belysningsarmaturer definieras som skillnaden mellan den standardiserade belysningen och belysningen som tillhandahålls av de allmänna belysningsarmaturer i det kombinerade systemet.
För att begränsa den direkta bländningen av lokala belysningsarmaturer regleras den minsta nödvändiga skyddsvinkeln, som för belysningsarmaturer som rör sig längs höjden bör vara minst 30 ° (med reflektorer gjorda av ogenomskinliga material) och minst 10 ° i andra fall . Eftersom bländning inte bara kan uppstå från direkt utan även från reflekterad bländning måste åtgärder vidtas för att begränsa det senare.
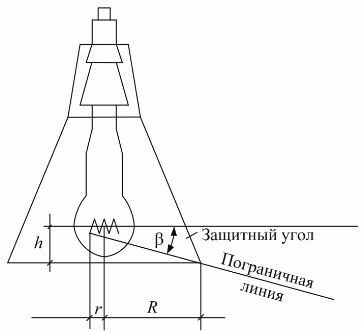
Skyddshörn på armaturen
När du arbetar med glänsande produkter (till exempel metallplåt) rekommenderas det att använda installationer som är stora lysande ytor täckta med ljusspridande material och arrangera dem i enlighet med diagrammet i fig. 1, a. Ljusstyrkan på den lysande ytan på den lokala belysningsarmaturen bör vara i intervallet 2500-4000 cd / m2.
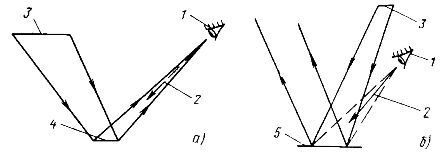
Ris. 1.Lampans placering, arbetsytan och arbetstagarens ögon, som säkerställer en minskning av reflekterad bländning under arbetet: a — med metaller eller ljus plast; b — med mörkt glänsande material, såväl som med diffusa ytor täckta med transparent material, eller med ytor med riktad diffus eller blandad reflektion. 1 — arbetarens öga; 2 — riktningen för arbetarens siktlinje; 3 — lysande yta; 4 — blank arbetsyta; 5 — mörk blank arbetsyta eller diffus arbetsyta täckt med ett lager av transparent material
Vid arbete med mörkt blanka produkter av plast, keramik, vid arbete som kräver särskiljning av diffust reflekterande föremål på en diffus bakgrund, vid arbete med diskrimineringsobjekt och arbetsytor med blandad reflektion, är det nödvändigt att placera lokala belysningsarmaturer enl. schemat i fig. . 1, b.
För att minska krusningen av radarljusflödet vid en frekvens på 50-60 Hz är det nödvändigt att använda antistroboskopiska kretsar (till exempel lampor med två lampor, vars kretsar ger en fasförskjutning mellan strömmarna som matar olika lampor vid en vinkel på 90 ± 40 °). Lokala belysningsarmaturer måste vanligtvis uppfylla stränga krav på vibrationer, linjäritet och stöttålighet.
Beroende på placeringen av samma typ av arbetsplatser kan lokalbelysning ske individuellt eller i grupp. I det första fallet kompletteras varje arbetsplats med sin egen individuella lampa, i det andra kompletteras en grupp eller rad av arbetsplatser med en enda OU för lokal belysning.
När du väljer ljuskällor för lokal belysning, utgå från följande: glödlampor är att föredra där en lätt rörlig lampa krävs, belysning av de inre hålrummen i bearbetade delar krävs, radiostörningar är oacceptabelt och det finns en hög risk för elektrisk stöt. . För belysning av de flesta arbetsplatser rekommenderas att använda lampor med LL. Användningen av LL är nödvändig i ett antal fall och av skäl för att begränsa reflekterad bländning vid arbete med stora speglande arbetsytor.
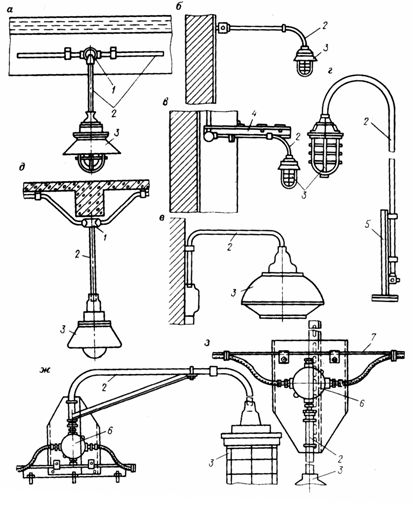 Schema för montering och fixering av lampor: a — vid läggning på balkarna, b — på väggen, c — på metallkonstruktioner, d — på stativet, e — på upphängningen, f — på konsolen, d — vid läggning, kabeln mynnar längs den nedre gården pop, h — för förläggning av kablar, 1 — kopplingsdosa, 2 — rör (upphängning eller konsol), 3 — lampa, 4 — kanal, 5 — metallstativ, 6 — kopplingsdosa U- 409, 7 — kabel.
Schema för montering och fixering av lampor: a — vid läggning på balkarna, b — på väggen, c — på metallkonstruktioner, d — på stativet, e — på upphängningen, f — på konsolen, d — vid läggning, kabeln mynnar längs den nedre gården pop, h — för förläggning av kablar, 1 — kopplingsdosa, 2 — rör (upphängning eller konsol), 3 — lampa, 4 — kanal, 5 — metallstativ, 6 — kopplingsdosa U- 409, 7 — kabel.
 Maskindrift... Alla metallskärmaskiner bör ha lokal belysning, vilket vanligtvis ingår i maskinen. Huvudobjektet är skärområdet och kontrollpanelen. Visuella uppgifter är relaterade till att observera korrekt montering och fastsättning av arbetsstycket och skärverktyget, läsa ritningen och kontrollera kvaliteten på skäroperationen.
Maskindrift... Alla metallskärmaskiner bör ha lokal belysning, vilket vanligtvis ingår i maskinen. Huvudobjektet är skärområdet och kontrollpanelen. Visuella uppgifter är relaterade till att observera korrekt montering och fastsättning av arbetsstycket och skärverktyget, läsa ritningen och kontrollera kvaliteten på skäroperationen.
Alla belysningsarmaturer i maskinen måste motstå mekaniska belastningar som motsvarar gruppen av driftsförhållanden M8 i enlighet med GOST 17516-72. Ett specifikt belysningskrav för många verktygsmaskiner är behovet av att begränsa reflekterad bländning. Det observerade föremålet kan vara i vilket plan som helst, vilket bestämmer möjligheten att använda lätt rörliga lampor.
När en vattenbaserad vätska används för att kyla skärverktyget krävs en stänkbeständig lampdesign. För stora metallbearbetningsmaskiner installeras vanligtvis flera lokala belysningsarmaturer, för små metallskärmaskiner, samt poler- och slipmaskiner är det bekvämt att använda en liten lampa av typ LL LKS01.
Närvaron av en organisk glasdiffusor skapar låg ljusstyrka vid armaturens utgång, vilket är viktigt vid arbete med blanka ytor, och den stänktåliga designen ger skydd mot inträngning av vattenbaserad vätska i armaturen.
Träbearbetningsmaskiner kännetecknas av det faktum att dimensionerna på de produkter som bearbetas på dem är relativt stora, detta bestämmer som regel avvisningen av lokal belysning och dess ersättning med allmän enhetlig eller lokal belysning. Om lokal belysning fortfarande behövs utförs den med en eller två lampor av NKP-typ. I vissa fall ersätts de av lampor som inte är specifikt utformade för lokal belysning (LSP16, LSP22, LSP18, etc.).
Armaturer med LN NVP01 (inbyggd) och NKP01 (inbyggd) används för att belysa pressarna. Lokal belysning av små pressar kan lösas genom att fästa NKS01 belysningsanordningar fixerade för att absorbera stötar på gummikuddar.
Låssmedsarbete... På en metallbänkskiva är det nödvändigt att säkerställa god belysning av tre arbetsområden: bänkskivans horisontella yta (märkning av delar, stansning, etc.); ritningsplan fixerad vertikalt på en vägg eller staket; ytan på arbetsstycket fastklämd i ett skruvstäd, som måste belysas från olika sidor.
Det finns inga belysningsarmaturer som kan belysa alla tre områden på skrivbordet väl samtidigt. Den mest framgångsrika lösningen bör betraktas som samtidig användning av två lampor.
För belysning av stora plan installeras en kraftfull lampa med LL (till exempel ML-2×40), den andra lampan ger riktad belysning av arbetsstycket i skruvstädet. Detta kan vara en armatur med LN (t.ex. NKS01).
Layout och krökning fungerar... Visuellt markeringsarbete kräver hög synlighet för att upptäcka små märken. För att minska ljusstyrkan hos reflekterad bländning vid märkning av glansiga produkter används lampor med stor yta och låg ljusstyrka på utgående hål, d.v.s. LL-lampor täckta med ljusspridande material. När lokal belysning är strukturellt svår eller omöjlig, skapas allmän lokal belysning.
En egenskap hos märknings- och bockningsarbetet är behovet av att upptäcka gapet mellan mallen och delen, som tillhandahålls av belysning «till ljuset» (genom att installera en extra vertikal skärm).
Vid manuell matning av småsaker kan spotlighten placeras lågt ovanför arbetsytan och fästas ordentligt på bordet. Användningen av dubbla belysningsarmaturer gör att du kan tillhandahålla den nödvändiga belysningen.
När man arbetar med blanka produkter används lampor täckta med ljusspridande glas. När produkterna levereras med lyft- och transportmekanismer används mobila och bärbara lampor som lokala belysningsarmaturer, vars antal och effekt bestäms av plattornas dimensioner. Vid lokal belysning av märkningsplattorna används också linjer med sneda belysningsarmaturer placerade bakom arbetarens rygg.
Monteringsarbete... Beroende på måtten på de monteringar och delarna som ska monteras i monteringsområdet är det nödvändigt att skapa olika belysning. Som regel avser montering av småskaliga produkter hög- och mycket högprecisionsarbeten, montering av medelstora produkter till medelprecisionsverk, montering av storskaliga produkter till lågprecisionsarbeten.
Belysningen av monteringsytor av medelstora produkter liknar belysningen av låssmedsarbete. Vid montering av stora produkter tillhandahålls den nödvändiga belysningen vanligtvis av lampor med allmän (lokal eller enhetlig) belysning, vid montering av små produkter kan lokal belysning realiseras med lampan LNP01-2×30, och i vissa fall (när arbetet är gjort inuti produktens volym) — med hjälp av lampor NKS01 ...
I elverkstäder, där en stor del är små elarbeten, kan lokalbelysning bestå av en eller två riktade belysningsarmaturer med många frihetsgrader (LNP01, NKS01, NKP02). Elreparationsverkstäder (elreparationer). Klassificeringen av lokalerna för energireparationsverkstäder för risken för brand och explosion ges i normerna för teknisk design av energireparationsverkstäder, i synnerhet i All-Union-normerna för design av verkstäder för maskinbyggande företag ( ONTP-01-78).
Namnen på lokalerna anges som en av de möjliga och kan komma att ändras. Så demonterings- och städavdelningen kan kallas demontering och spolning, demontering och felsökning osv.När organiska lösningsmedel används på vissa arbetsplatser kan dessa områden ha en explosiv eller brandfarlig miljö: till exempel när delar torkas av med bensin, fotogen, lacknafta, finns en explosiv zon av klass B-1a inom en radie av 5 m från arbetsplatsen, vid avtorkning och tvätt av delar är tetrakloretylenzon inom en radie av 3 m brandfarlighetsklass P-1.
Vid sammanläggning av olika avdelningar i ett rum tas belysning på 300 Lx med ett gemensamt belysningssystem (kategori IIIb) och 1000 Lx — med ett kombinerat belysningssystem.
Träbearbetningsverkstäder för reparation av block och byggbaser. För att belysa dessa verkstäder används huvudsakligen ett system med allmän enhetlig eller allmän lokal belysning. Lokalbelysning används huvudsakligen endast inom snickeri- och monterings- och sågblästringsavdelningarna. LL och RLVD rekommenderas som ljuskällor. I träbearbetningsbutiker används lampor PVLM, LSP22, LSSH8, RSSHZ, etc. i stor utsträckning. Kablage görs huvudsakligen med icke armerade kablar med obrännbar mantel och isolering.
Målningsavdelningar av verkstäder och byggbaser. RL (lampor N4T4L, N4T5L, OWP-250, OMR-250, etc.) används främst som ljuskällor. LNs kan användas för små målningsytor. I vissa fall kan belysningen under målningen ökas beroende på de målade produkternas beläggningsklass. På platser där målade produkter kontrolleras ökas belysningen till 300-400 Lx. Elektriska ledningar görs som regel med kabel, startutrustning och skärmar flyttas ut från riskområden.