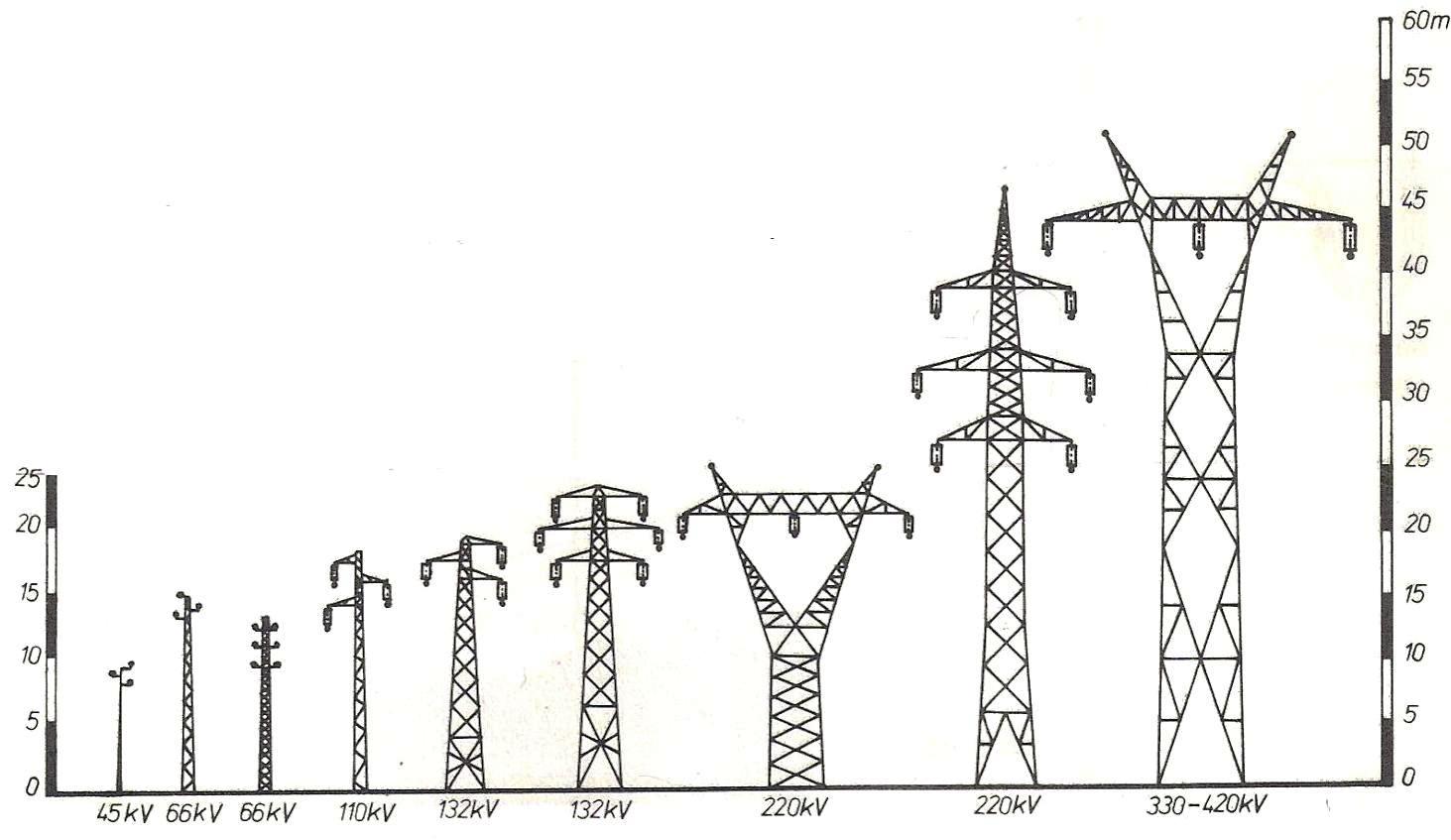
Metallstolpar för luftledningar (PTL)
Användningsområdet för metallstöd för luftledningar (PTL) bestäms huvudsakligen av ett antal betydande fördelar som gynnsamt särskiljer stöd av metall från stöd av trä och armerad betong.
Fördelarna med metallstöd jämfört med trä är följande:
-
Längre livslängd;
-
Förmågan att motstå eld och förstörelse från blixtnedslag i stödet;
-
Stöd för betydligt fler kablar och praktiskt taget obegränsade stödhöjder;
-
Hög driftsäkerhet och lätt underhåll;
-
De bästa förutsättningarna för jordning och upphängning av skyddskablar;
-
Den bästa arkitektoniska utformningen av pylonen;
-
Stor montering, som möjliggör produktion av hela huvudstödelement eller enskilda sektioner i fabriker, vilket avsevärt minskar arbetsintensivt arbete på banan. Dessutom är metallstöd med samma belastningar och höjd ungefär lättare än trä och armerad betong.
Nackdelarna med metallstöd är:
-
Behovet av deras periodiska målning för att förhindra rost;
-
Dålig användning av fordonskapacitet vid transport av rekvisita;
-
Behovet av att utföra specialarbete på banan (installation, borrning och ibland svetsning av metallkonstruktioner), vilket kräver en kvalificerad arbetsstyrka av olika specialiteter och komplicerar installationen;
-
Ökade initiala konstruktionskostnader.
Metallstöd är gjorda:
-
på linjer där hög driftsäkerhet krävs, lång livslängd för stödet, samt med dubbelkedjelinor;
-
vid stora korsningar genom olika tekniska strukturer eller genom floder;
-
i stads- och industriområden och i bergsområden där trästöd inte placeras på grund av sina stora planmått.
Strukturella element av metallstöd
Metallstödet består av följande fyra huvudsakliga strukturella element:
-
fundament;
-
stöd för en huvudpelare eller axel;
-
korsa;
-
rep eller stödhorn.
Fotens bas tjänar till att förankra den i pundet och ger stabilitet till foten. I vissa fall är stödens baser gjorda av metall.
Huvudpelaren, som ett stöd för att fästa slipers och rep i en viss höjd från marken, uppfattar alla externa belastningar från ledningar och kablar och överför dem till basen.
Genom designen är huvudpelaren eller stödaxeln ett lätt gitterutrymmesfackverk med ett rektangulärt eller kvadratiskt tvärsnitt. I nästan alla typer av stöd minskar stödpelarens tvärsnittsdimensioner från botten till toppen.
Den rumsliga fackverket, som fungerar som ett stödställ, består av:
-
fyra huvudstänger (ribbor), kallade ackord, som bär det mesta av lasten;
-
system av hjälpstänger eller galler placerade på de fyra sidorna av stödet och förbinder bältena;
-
flera system av horisontella fästen placerade i separata tvärsnitt av stödet och kallas membran.
Ledningarna av gitterstängerna med bältet eller med varandra kallas noder. Mitten av en nod är skärningspunkten för de längsgående axlarna för staplarna som konvergerar vid en given nod.
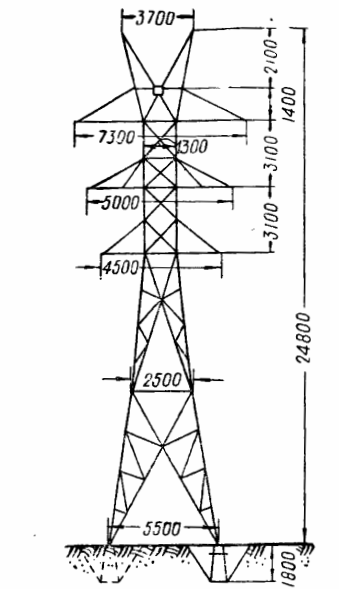
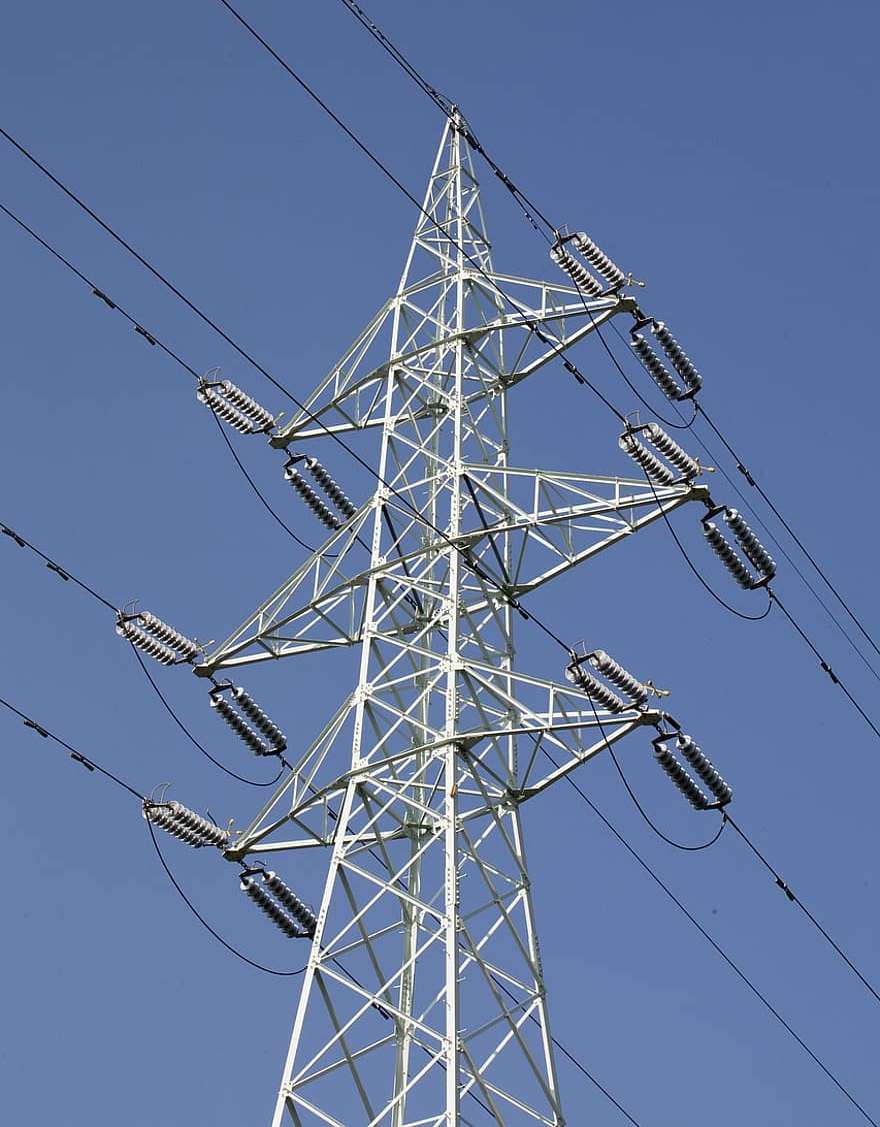
Metall mellanliggande tvåkedjestöd
Den del av ackordet som ligger mellan två intilliggande noder kallas en panel, och avståndet mellan dessa noders centra är panelens längd.
Kolumnernas galler och graniter kännetecknas av deras position i förhållande till linjens axel.
De tvärgående eller främre ytorna (galler) är stödytorna placerade tvärs över linjens axel, och de längsgående eller laterala ytorna är ytorna parallella med linjens axel.
Ofta har rutnäten på två sidor av en kolumn eller till och med på alla fyra samma konfiguration (diagram).
Stödslipers är utformade för att fästa ledningar till stödet med hjälp av isolatorer med förstärkning på ett visst avstånd mellan dem och från stödaxeln.
I de flesta 35 och 110 kV sliperkonstruktioner är slipers gjorda av hörn i form av små triangulära fribärande strukturer fästa på bäraxeln. Mer sällan är traverserna gjorda av kanaler. Fackverk är ofta i form av långa rumsliga fackverk med kvadratiskt eller rektangulärt tvärsnitt.
Repbeständiga eller horn används för att fästa skyddskablar på ett visst avstånd ovanför ledarna. De är gjorda i form av lätta strukturer som bildar den övre delen av stödet.
Rumsliga fackverk, som utgör huvuddelarna av stöden, skiljer sig från konventionella konstruktionsmetallfackverk:
-
lättheten hos strukturens axlar, bestående av stavar gjorda nästan uteslutande av enkla vinklar, ofta små och medelstora profiler;
-
ökat med 1,5 — 2 gånger flexibiliteten för både enskilda stavar och hela fackverket som helhet;
-
fackverkets betydande tvärdimensioner och dess stora höjd.
På grund av de noterade egenskaperna har metallstrukturerna i stöden för luftledningar en låg volymetrisk vikt, vilket skapar en låg koefficient för utnyttjande av fordonens lastkapacitet under transport. Dessutom skapar närvaron av små hörn i strukturen, med en ökad flexibilitetsfaktor, betydande svårigheter att skydda dem från skador under lastning, lossning och transport.

I processen för produktion och installation av metallstöd är metoden för att ansluta stängerna av inte mindre produktionsvikt än typen av konstruktion. Följande bandanslutningar gäller både fabriks- och metallstödenheter:
-
nitning;
-
svetsning;
-
bultförband.
Anslutningsmetoden väljs i den tekniska designen, och under den detaljerade designen av stöden utvecklas motsvarande noddesigner. Denna omständighet bör beaktas av byggbranschen och frågan om den anslutningsmetod som är mest lämpad för konstruktionsförhållandena för denna linje bör lösas i tid.
Tidigare var nitade fogar en av huvudmetoderna för vevstakar i stöd, och nu, på grund av produktionsskäl, ersätts de helt av svetsning eller bultar, inte bara under installationen utan även på fabriken.
Svetsning är en av de vanligaste metoderna för vevstakar vid konstruktion av metallstöd. Den låga kostnaden för svetsning i fabriken, en betydande förenkling av produktionsprocessen för svetsade strukturer och en viss minskning av deras vikt bestämmer den breda användningen av denna metod för sammanfogning, som har betydande fördelar jämfört med andra.
Vid tillverkning av metallstöd utförs anslutningen av stängerna nästan uteslutande genom elektrisk bågsvetsning. Betydande svårigheter med tillförseln av raden av piketsvetsenheter, kostnaden för flytande bränsle och underhåll av enheten av kvalificerad personal, såväl som behovet av att rotera vid svetsning av strukturer, begränsar möjligheten att använda svetsning i installationen.
Bultförband används vid installation av stöd på linjer på grund av svårigheter vid tillverkning av nitar och elektrisk svetsning av dynor.

Användningen av skruvförband i stödenheter beror på ett antal av följande fördelar jämfört med nitning och svetsning:
-
stor förenkling av processen att installera stöd, som inte kräver tippningskonstruktioner, specialverktyg, utrustning eller mekanismer;
-
förmågan att göra bultanslutningar utan användning av kvalificerad arbetskraft (nitar eller svetsare);
-
vilket avsevärt minskar tiden för montering av stöden.
Nackdelarna med svarta bultanslutningar inkluderar:
-
en viss minskning av tillförlitligheten hos en bultförband kontra svetsad eller nitad, på grund av den ojämna kraftfördelningen mellan bultarna;
-
betydande kostnader för hårdvara (bultar, muttrar och brickor), vars antal och storlekar är större än för nitar med samma styrka.