Induktionsvärmning, härdning och induktionssmältning av metaller
Den mest perfekta typen av uppvärmning är den där värmen genereras direkt i den uppvärmda kroppen. Denna uppvärmningsmetod görs mycket väl genom att en elektrisk ström passerar genom kroppen. Men direkt - införandet av en uppvärmd kropp i en elektrisk krets är inte alltid möjligt av tekniska och praktiska skäl.
I dessa fall kan en perfekt typ av uppvärmning realiseras med hjälp av induktionsvärme, där värmen även genereras i själva den uppvärmda kroppen, vilket eliminerar onödig, vanligtvis stor, energiförbrukning i ugnens väggar eller i andra värmeelement. Därför, trots den relativt låga effektiviteten för att generera strömmar med ökad och hög frekvens, är den totala effektiviteten för induktionsuppvärmning ofta högre än med andra uppvärmningsmetoder.

Induktionsmetoden tillåter också snabb uppvärmning av icke-metalliska kroppar jämnt över hela deras tjocklek.Den dåliga värmeledningsförmågan hos sådana kroppar utesluter möjligheten till snabb uppvärmning av deras inre skikt på vanligt sätt, det vill säga genom att tillföra värme från utsidan. I induktionsmetoden genereras värme på samma sätt både i de yttre skikten och i de inre, och det kan till och med finnas risk för överhettning av de senare om den nödvändiga värmeisoleringen av de yttre skikten inte görs.
En särskilt värdefull egenskap hos induktionsuppvärmning är möjligheten till en mycket hög koncentration av energi i den uppvärmda kroppen, lätt mottaglig för exakt dosering. Endast elektrisk ljusbåge samma ordning av energitäthet kan erhållas, men denna uppvärmningsmetod är svår att kontrollera.
Induktionsuppvärmningens egenskaper och välkända fördelar har skapat stora möjligheter för dess tillämpning inom många industrier. Dessutom låter det dig skapa nya typer av strukturer som inte alls är genomförbara för konventionella värmebehandlingsmetoder.

En fysisk process
I induktionsugnar och -anordningar frigörs värme i en elektriskt ledande uppvärmd kropp av strömmar som induceras i den av ett växlande elektromagnetiskt fält. Här sker på så sätt direkt uppvärmning.
Induktionsuppvärmning av metaller bygger på två fysiska lagar: Faraday-Maxwells lag om elektromagnetisk induktion och Joule-Lenz lagen. Metallkroppar (ämnen, delar etc.) placeras växlande magnetfält, som rör upp en virvelvind i dem elektriskt fält… Induktionens EMF bestäms av förändringshastigheten för det magnetiska flödet. Under verkan av induktions-EMK flödar virvelströmmar (stängda inuti kropparna) i kropparna och frigör värme enligt Joule-Lenz lagen… Denna EMF skapas i metallen växelström, får den termiska energin som frigörs av dessa strömmar metall att värmas upp. Induktionsvärme är direkt och beröringsfritt. Det låter dig nå en temperatur som är tillräcklig för att smälta de mest eldfasta metallerna och legeringarna.
Intensiv induktionsuppvärmning är endast möjlig i elektromagnetiska fält med hög intensitet och frekvens, som skapas av speciella enheter - induktorer. Induktorer drivs av ett 50 Hz-nätverk (industriella frekvensinstallationer) eller av separata energikällor - mellan- och högfrekventa generatorer och omvandlare.
Den enklaste induktorn hos lågfrekventa indirekta induktionsuppvärmningsanordningar är en isolerad tråd (förlängd eller lindad) placerad inuti ett metallrör eller ovanpå dess yta. När ström flyter genom induktortråden i röret värms den upp virvelströmmar… Värme från röret (kan också vara en degel, behållare) överförs till det uppvärmda mediet (vatten som strömmar genom röret, luft, etc.).
Induktionsuppvärmning och härdning av metaller
Den mest använda direktinduktionsuppvärmningen av metaller vid medelhöga och höga frekvenser. För detta används induktorer med en speciell design. Induktorn avger elektromagnetisk våg, som faller på den uppvärmda kroppen och dör i den. Energin från den absorberade vågen omvandlas till värme i kroppen. Uppvärmningskoefficienten är ju högre ju närmare formen av den utsända elektromagnetiska vågen (platt, cylindrisk, etc.) är kroppens form. Därför används platta induktorer för uppvärmning av plana kroppar, cylindriska (solenoid) induktorer används för cylindriska arbetsstycken.I det allmänna fallet kan de ha en komplex form på grund av behovet av att koncentrera den elektromagnetiska energin i önskad riktning.
En egenskap hos induktionsenergiinmatningen är förmågan att reglera flödeszonens rumsliga arrangemang virvelströmmar.
Först flyter virvelströmmar i området som täcks av induktorn. Endast den del av kroppen som är i magnetisk kontakt med induktorn värms upp, oavsett kroppens totala storlek.
För det andra beror djupet på virvelströmscirkulationszonen och därför energifrigöringszonen, bland andra faktorer, på frekvensen av induktorströmmen (ökar vid låga frekvenser och minskar med ökande frekvens).
Effektiviteten för energiöverföringen från induktorn till den uppvärmda strömmen beror på storleken på gapet mellan dem och ökar när det minskar.

Induktionsvärme används för ythärdning av stålprodukter, genom uppvärmning för plastisk deformation (smidning, stansning, pressning etc.), metallsmältning, värmebehandling (glödgning, härdning, normalisering, härdning), svetsning, skiktning, metalllödning.

Indirekt induktionsvärme används för uppvärmning av processutrustning (rörledningar, behållare, etc.), uppvärmning av flytande media, torkning av beläggningar, material (till exempel trä). Den viktigaste parametern för induktionsvärmeinstallationer är frekvensen. För varje process (ythärdning, genom uppvärmning) finns ett optimalt frekvensområde som ger de bästa tekniska och ekonomiska indikatorerna. Frekvenser från 50 Hz till 5 MHz används för induktionsvärme.
Fördelar med induktionsvärme
1) Överföring av elektrisk energi direkt till den uppvärmda kroppen möjliggör direkt uppvärmning av ledande material. I det här fallet ökas uppvärmningshastigheten jämfört med installationer med indirekt verkan, där produkten endast värms upp från ytan.
2) Överföringen av elektrisk energi direkt till den uppvärmda kroppen kräver inga kontaktanordningar. Det är bekvämt under förhållanden med automatiserad tillverkningsproduktion, när vakuum och skyddsmedel används.
3) På grund av fenomenet yteffekt frigörs den maximala effekten i ytskiktet av den uppvärmda produkten. Därför ger induktionsuppvärmning under kylning snabb uppvärmning av produktens ytskikt. Detta gör det möjligt att erhålla en hög ythårdhet på detaljen med ett relativt visköst medium. Induktionsythärdning är snabbare och mer ekonomisk än andra ythärdningsmetoder.
4) Induktionsuppvärmning förbättrar i de flesta fall produktiviteten och förbättrar arbetsförhållandena.
Induktionssmältugn
En induktionsugn eller anordning kan ses som en typ av transformator där primärspolen (induktorn) är ansluten till en växelströmskälla och den uppvärmda kroppen själv fungerar som sekundärspolen.
Arbetsprocessen för induktionssmältugnar kännetecknas av elektrodynamisk och termisk rörelse av flytande metall i ett bad eller en degel, vilket bidrar till att erhålla metall med samma sammansättning och dess enhetliga temperatur i hela volymen, såväl som lågt metallavfall (flera gånger mindre något än i ljusbågsugnar).
Induktionssmältugnar används vid tillverkning av gjutgods, inklusive formade, av stål, gjutjärn, icke-järnmetaller och legeringar.
Induktionssmältugnar kan delas in i industriella frekvenskanalugnar och industriella, medel- och högfrekventa degelugnar.
En induktionskanalugn är en transformator, vanligtvis vid effektfrekvens (50 Hz). Transformatorns sekundärlindning är en smält metalllindning. Metallen är innesluten i en ringformig eldfast kanal.
Det huvudsakliga magnetiska flödet inducerar en EMF i kanalens metall, EMF skapar en ström, strömmen värmer metallen, därför liknar en induktionskanalugn en transformator som arbetar i kortslutningsläge.
Induktorer av kanalugnar är gjorda av längsgående kopparrör, det är vattenkylt, kanaldelen av härden kyls av en fläkt eller av ett centraliserat luftsystem.

Kanalinduktionsugnar är designade för kontinuerlig drift med sällsynta övergångar från en metallklass till en annan. Kanalinduktionsugnar används främst för att smälta aluminium och dess legeringar, samt koppar och några av dess legeringar. Andra serier av ugnar är specialiserade som blandare för att hålla och överhetta flytande järn, icke-järnmetaller och legeringar före gjutning i gjutformar.
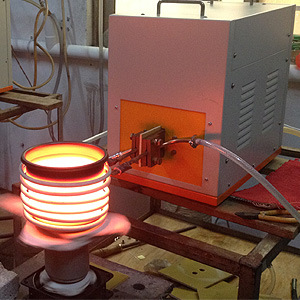
Driften av en induktionsdegelugn är baserad på absorption av elektromagnetisk energi av en ledande laddning. Cellen är placerad inuti en cylindrisk spole - en induktor. Ur en elektrisk synvinkel är en induktionsdegelugn en kortsluten lufttransformator vars sekundärlindning är en ledande laddning.
Induktionsdegelugnar används huvudsakligen för att smälta pressgjutningsmetaller i ett satsvis driftsätt och, oavsett driftsätt, för att smälta vissa legeringar, såsom brons, som negativt påverkar beklädnaden av kanalugnar.