Vad är maskinseende och hur kan det hjälpa?
Att förstå hur maskinseende fungerar kan hjälpa dig att avgöra om maskinseende löser specifika tillämpningsproblem vid tillverkning eller bearbetning.
Människor förstår ofta inte vad maskin (dator, artificiell) syn kan och inte kan göra för en produktionslinje eller process. Att förstå hur det fungerar kan hjälpa människor att avgöra om det kommer att lösa problem i en applikation. Så vad exakt är datorseende och hur fungerar det egentligen?
Artificiell syn är en modern teknik som inkluderar verktyg för att inhämta, bearbeta och analysera bilder av den fysiska världen för att skapa information som kan tolkas och användas av en maskin med hjälp av digitala processer.

Användningen av artificiell syn i industrin
Datorseende hänvisar till användningen av en eller flera kameror för att automatiskt inspektera och analysera objekt, oftast i en industri- eller tillverkningsmiljö. Den resulterande datan kan sedan användas för att styra processer eller produktionsaktiviteter.
Denna teknik automatiserar ett brett utbud av uppgifter genom att ge maskiner den information de behöver för att fatta rätt beslut för varje uppgift.
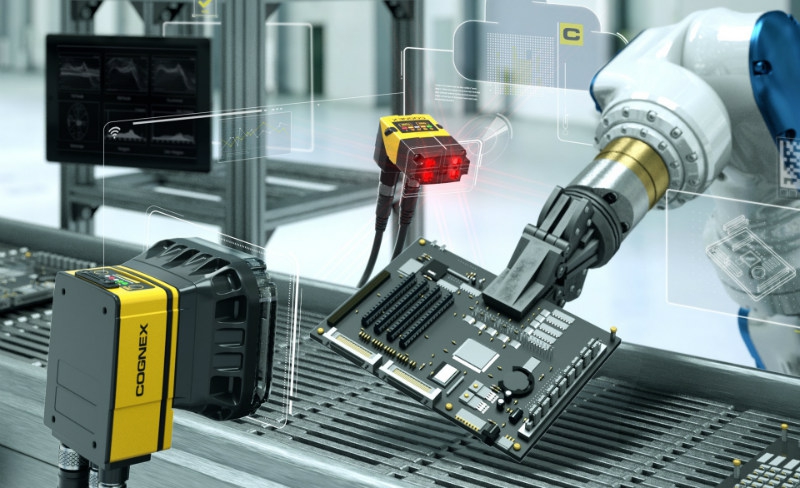
Användningen av artificiell syn i industrin möjliggör automatisering av produktionsprocesser, vilket leder till bättre produktionsresultat genom användning av kvalitetskontroll och större flexibilitet i varje steg.
För närvarande har användningen av industriellt artificiellt syn förbättrat produktionsprocesserna avsevärt. Detta har gjort det möjligt att få produkter av högre kvalitet till lägre kostnader och inom nästan alla industriområden, från fordon och livsmedel, till elektronik och logistik.
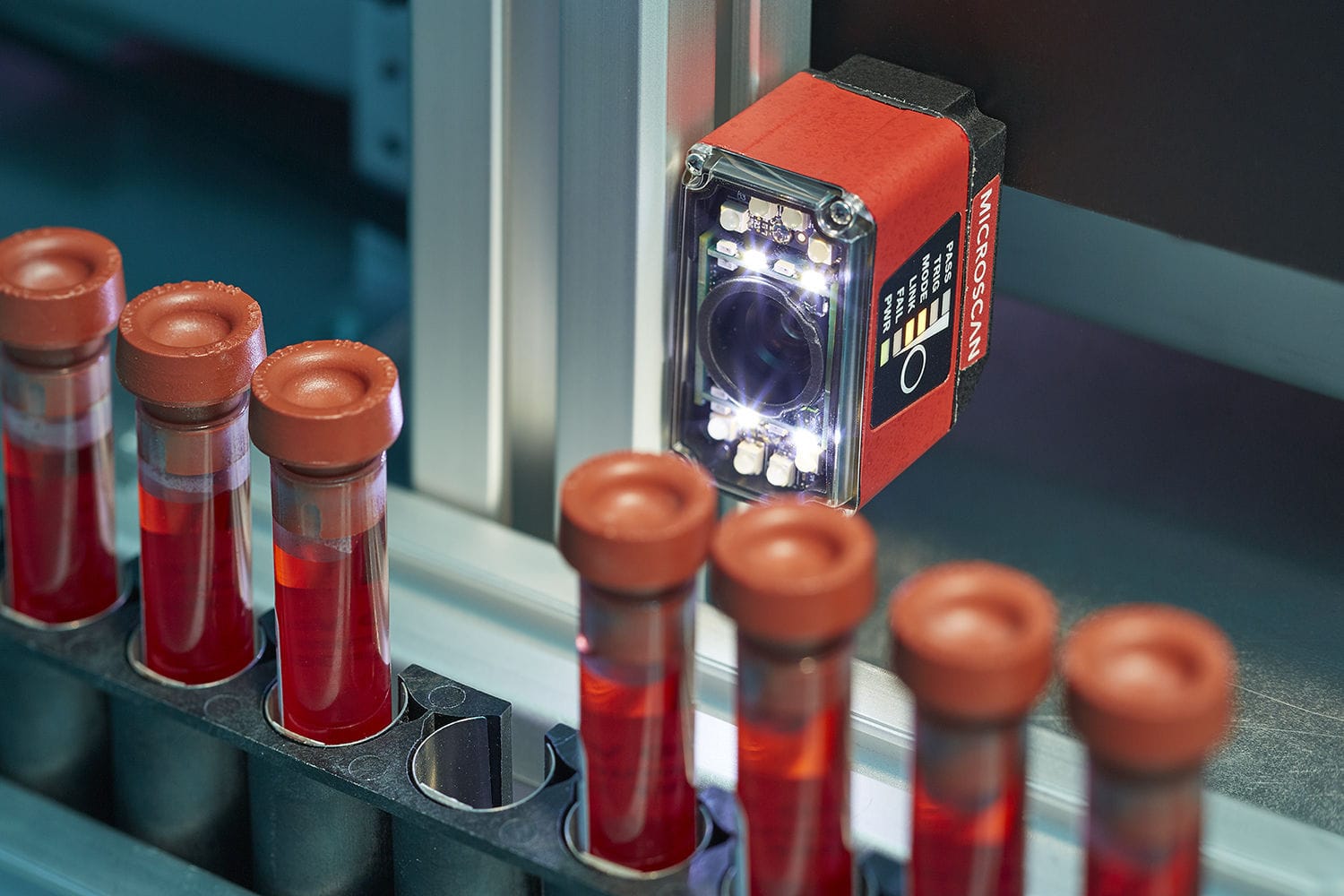
En typisk användning skulle vara ett löpande band där kameran triggas efter att en operation utförts på en del som tar och bearbetar en bild. Kameran kan programmeras för att kontrollera positionen för ett visst föremål, dess färg, storlek eller form och förekomsten av föremålet.
Machine vision kan också söka och avkoda standard 2D-matrisstreckkoder eller till och med läsa utskrivna tecken. Efter kontroll av produkten genereras vanligtvis en signal som bestämmer vad som ska göras med produkten härnäst. Delen kan släppas i en container, dirigeras till en grentransportör eller skickas vidare till andra monteringsoperationer, och inspektionsresultaten spåras i systemet.
I alla fall kan datorseendesystem ge mycket mer information om ett objekt än enkla positionssensorer.
Datorseende används ofta för att till exempel:
- QA,
- kontroll av en robot (maskin),
- testning och kalibrering,
- processkontroll i realtid,
- datainsamling,
- maskinövervakning,
- sortering och räkning.
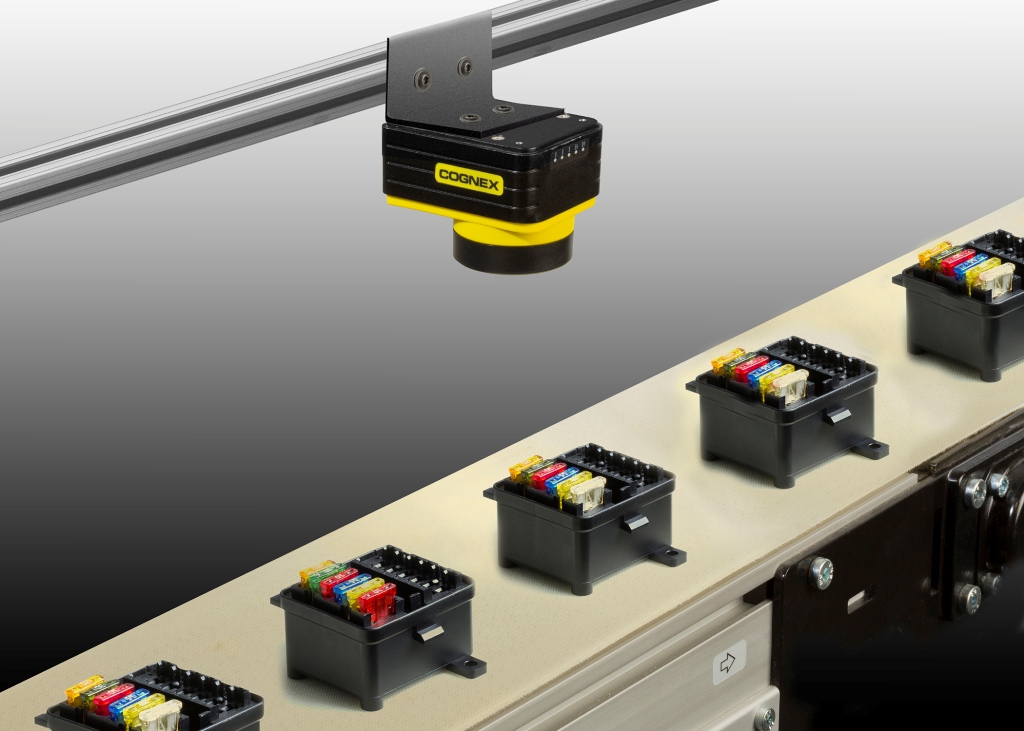
Många tillverkare använder automatiserat datorseende istället för inspektionspersonal eftersom det är bättre lämpat för upprepade inspektioner. Det är snabbare, mer objektivt och fungerar dygnet runt.
Datorseendesystem kan inspektera hundratals eller tusentals delar per minut och ge mer konsekventa och tillförlitliga inspektionsresultat än människor. Genom att minska defekter, öka intäkterna, underlätta efterlevnad och spåra delar med datorseende kan tillverkare spara pengar och öka sin lönsamhet.
Hur maskinseende fungerar
En diskret fotocell är en av de enklaste sensorerna inom området industriell automation. Anledningen till att vi kallar det "diskret" eller digitalt är att det bara har två tillstånd: på eller av.
Funktionsprincipen för en diskret fotocell (optisk sensor) är att sända en ljusstråle och avgöra om ljuset reflekteras av ett föremål. Om det inte finns något föremål reflekteras inte ljuset in i fotocellsmottagaren. En elektrisk signal, vanligtvis 24 V, kopplas till mottagaren.
Om objektet är närvarande slås signalen på och kan användas i styrsystemet för att utföra en åtgärd. När objektet raderas stängs signalen av igen.
En sådan sensor kan också vara analog. Istället för två stater, dvs. av och på kan den returnera ett värde som indikerar hur mycket ljus som återgår till dess mottagare. Den kan returnera 256 värden, från 0 (vilket betyder inget ljus) till 255 (vilket betyder mycket ljus).
Föreställ dig tusentals små analoga fotoceller arrangerade i en kvadratisk eller rektangulär grupp riktad mot ett föremål.Detta kommer att skapa en svartvit bild av objektet baserat på reflektionsförmågan för den plats som sensorn pekar på. De enskilda skanningspunkterna i dessa bilder kallas "pixlar".
Naturligtvis används inte tusentals små fotoelektriska sensorer för att skapa bilden. Istället fokuserar linsen bilden på en halvledaruppsättning av ljusdetektorer.
Denna matris använder arrayer av ljuskänsliga halvledarenheter som CCD (Charge Coupled Device) eller CMOS (Complementary Metal-Oxide-Semiconductor). De individuella sensorerna i denna matris är pixlar.
De fyra huvudkomponenterna i ett datorseendesystem
De fyra huvudkomponenterna i ett datorseendesystem är:
- linser och belysning;
- bildsensor eller kamera;
- processor;
- ett sätt att överföra resultat, antingen genom en fysisk ingång/utgång (I/O)-anslutning eller annan kommunikationsmetod.
Datorseende kan använda färgpixelskanning och använder ofta ett mycket större antal pixlar. Mjukvaruverktyg används på tagna bilder för att bestämma storlek, kantplacering, rörelse och relativa placering av element i förhållande till varandra.
Linserna fångar bilden och överför den till sensorn i form av ljus. För att optimera datorseendet måste kameran paras ihop med lämpliga linser.
Även om det finns många typer av linser, används linser med fast brännvidd vanligtvis i datorseendeapplikationer. Tre faktorer är viktiga när du väljer: synfält, arbetsavstånd, kamerasensorstorlek.
Belysning kan appliceras på en bild på en mängd olika sätt. Riktningen ljuset kommer från, dess ljusstyrka och dess färg eller våglängd jämfört med färgen på målet är mycket viktiga faktorer att ta hänsyn till när du utformar en datorseendemiljö.
Även om ljussättning är en viktig del för att få en bra bild, finns det två andra faktorer som påverkar hur mycket ljus en bild får. Objektivet innehåller en inställning som kallas bländaren, som öppnas eller stängs för att tillåta mer eller mindre ljus att komma in i linsen.
I kombination med exponeringstiden bestämmer detta mängden ljus som träffar pixelmatrisen innan någon belysning någonsin appliceras. Slutartiden eller exponeringstiden avgör hur länge bilden projiceras på pixelmatrisen.
I datorseende styrs slutaren elektroniskt, vanligtvis med millisekunders noggrannhet. Efter att bilden har tagits, tillämpas mjukvaruverktygen. Vissa används före analys (förbearbetning), andra används för att bestämma egenskaperna hos det föremål som studeras.
Under förbearbetningen kan du använda effekter på en bild för att skärpa kanterna, öka kontrasten eller fylla i luckor. Syftet med dessa uppgifter är att förbättra kapaciteten hos andra mjukvaruverktyg.
Artificiell syn är en teknik som imiterar människans syn och låter dig ta emot, bearbeta och tolka bilder som erhålls under produktionsprocesser.Maskiner för artificiell syn analyserar och avkodar information som tas emot under produktionsprocesser för att fatta beslut och agera på det bekvämaste sättet genom en automatiserad process. Bearbetningen av dessa bilder utförs med hjälp av programvaran som är associerad med maskinen, och baserat på erhållen data är det möjligt att fortsätta processerna och identifiera eventuella fel på löpande band.
Målet med datorseende
Här är några vanliga verktyg du kan använda för att få information om ditt mål:
- Antal pixlar: Visar antalet ljusa eller mörka pixlar i objektet.
- Kantavkänning: Hitta kanten på ett objekt.
- Mätning (metrologi): mätning av ett föremåls dimensioner (t.ex. i millimeter).
- Mönsterigenkänning eller mönstermatchning: Sök, matcha eller räkna specifika mönster. Detta kan innefatta att upptäcka ett objekt som kan roteras, delvis döljas av ett annat objekt, eller som har andra objekt.
- Optical Character Recognition (OCR): Automatisk läsning av texter som serienummer.
- Streckkod, datamatris och 2D streckkodsläsning: Samla in data som finns i olika streckkodsstandarder.
- Punktdetektering: Kontrollerar bilden efter fläckar av sammankopplade pixlar (som ett svart hål i ett grått objekt) som referenspunkt för bilden.
- Färganalys: identifiera delar, produkter och föremål efter färg, utvärdera kvalitet och markera element efter färg.
Syftet med att erhålla inspektionsdata är ofta att använda dem för att jämföra mot målvärden för att avgöra godkänd/underkänd eller gå vidare/ej fortsätta.
Till exempel, när du skannar en kod eller streckkod, jämförs det resulterande värdet med det lagrade målvärdet. Vid mätning jämförs det uppmätta värdet med korrekta värden och toleranser.
När du kontrollerar en alfanumerisk kod jämförs OCR-textvärdet med det korrekta värdet eller målvärdet. För att kontrollera ytdefekter kan storleken på defekten jämföras med den högsta tillåtna storleken enligt kvalitetsstandarderna.
Kvalitetskontroll
Maskinseende har enorm potential inom industrin. Dessa artificiella synsystem har använts inom robotik, gör det möjligt för oss att erbjuda en automatisk lösning för olika produktionsled, såsom kvalitetskontroll eller upptäckt av defekta produkter.
Kvalitetskontroll är en uppsättning metoder och verktyg som gör det möjligt för oss att identifiera fel i produktionsprocessen, samt vidta lämpliga åtgärder för att eliminera dem. Detta ger mycket mer fullständig kontroll över slutprodukten, vilket säkerställer att när den når konsumenten kommer den att uppfylla specifika och etablerade kvalitetsstandarder.
På så sätt utesluts produkter som inte uppfyller minimikraven för kvalitet från processen, vilket eliminerar eventuella störningar i produktionsprocessen, vilket uppnås genom att kontinuerligt genomföra inspektioner och stickprov.
Användningen av kvalitetskontroll i produktionen har ett antal fördelar:
- Öka produktiviteten;
- Minskade materiella förluster;
- Prissänkning;
- Den bästa kvaliteten på slutprodukten.
Kommunikation i datorseende
När den väl har mottagits av processorn och mjukvaran kan denna information överföras till styrsystemet via en mängd olika kommunikationsprotokoll av industristandard.
Stora datorvisionssystem stöder ofta EtherNet/IP, Profinet och Modbus TCP. RS232 och RS485 seriella protokoll är också vanliga.
Digital I/O är ofta inbyggd i manöversystem och förenklar rapporteringen av resultat. Kommunikationsstandarder för datorseende finns också tillgängliga.
Slutsats
Konstgjorda synsystem har en mängd olika applikationer och kan anpassas till olika branscher och de olika behoven för varje produktionslinje. Idag kan alla företag som tillverkar produkter till en viss standard dra fördel av datorseende som en del av sin tillverkningsprocess.
Att förstå de fysiska principerna och förmågan hos system för artificiell syn kan vara till hjälp för att avgöra om sådan teknik är lämplig för en tillverkningsprocess i ett särskilt fall. I allmänhet, vad det mänskliga ögat än kan se, kan kameran se (ibland mer, ibland mindre), men avkodning och överföring av denna information kan vara ganska komplicerad.