Högfrekventa elmotorer
 Vid slipning av små hål krävs mycket höga slipspindelhastigheter för att uppnå tillräckliga skärhastigheter. Så när man slipar hål med en diameter på 5 mm med en cirkel med en diameter på 3 mm med en hastighet av endast 30 m / s, måste spindeln ha en rotationshastighet på 200 000 rpm.
Vid slipning av små hål krävs mycket höga slipspindelhastigheter för att uppnå tillräckliga skärhastigheter. Så när man slipar hål med en diameter på 5 mm med en cirkel med en diameter på 3 mm med en hastighet av endast 30 m / s, måste spindeln ha en rotationshastighet på 200 000 rpm.
Användningen för att öka hastigheten på remdriften begränsas av remmens maximalt tillåtna varv. Rotationshastigheten för spindlar som drivs av remmar överstiger vanligtvis inte 10 000 varv per minut, och remmarna glider, misslyckas snabbt (efter 150-300 timmar) och skapar vibrationer under drift.
Höghastighetslufthjul är inte heller alltid lämpliga på grund av den mycket betydande mjukheten hos deras mekaniska egenskaper.
Problemet med att skapa höghastighetsspindlar är av särskild betydelse för tillverkning av kullager, där högkvalitativ invändig och spårslipning krävs. I detta avseende används ett flertal modeller av så kallade elektrospindlar med rotationshastigheter på 12 000-50 000 rpm och mer inom verktygsmaskiner och kullagerindustrin.
Den elektriska spindeln (fig. 1) är en trenosslipspindel med en inbyggd högfrekvent ekorrburmotor. Motorrotorn är placerad mellan två utlöpare i änden av spindeln mittemot slipskivan.
Konstruktioner med två eller fyra stöd används mindre ofta. I det senare fallet är motoraxeln ansluten till spindeln med hjälp av en koppling.
Spindelmotorns stator är sammansatt av elektrisk stålplåt. Den har en bipolär spole på den. Motorns rotor vid rotationshastigheter på upp till 30-50 tusen varv per minut är också uppringd från plåt och utrustad med en konventionell kortslutningslindning. De tenderar att minska rotorns diameter så mycket som möjligt.
Vid varvtal över 50 000 rpm, på grund av betydande förluster, är statorn utrustad med ett hölje med kylning av strömmande vatten. Rotorerna på motorer som är konstruerade för att arbeta med sådana hastigheter är gjorda i form av en solid stålcylinder.
Valet av lagertyp är av särskild betydelse för driften av elektrospindlar. Sfäriska lager med ökad noggrannhet används vid rotationshastigheter upp till -50 000 rpm Sådana lager måste ha ett maximalt spel på högst 30 mikron, vilket uppnås genom korrekt fyllning. Lagren arbetar med en förspänning skapad med hjälp av kalibrerade fjädrar. Stor försiktighet måste iakttas vid kalibrering av kullagerförspänningsfjädrar och val av passform.
Vid varvtal över 50 000 varv per minut fungerar axellagren tillfredsställande när de kyls intensivt av arbetsolja som tillförs av en speciell pump. Ibland tillförs smörjmedlet i sprayat tillstånd.
Högfrekventa 100 000 rpm elektrospindlar är också byggda på aerodynamiska lager (luftsmorda lager).
Tillverkningen av högfrekventa elmotorer kräver mycket exakt tillverkning av enskilda delar, dynamisk balansering av rotorn, exakt montering och säkerställande av strikt likformighet av gapet mellan statorn och rotorn.
I samband med ovanstående utförs tillverkningen av elektriska spindlar enligt speciella tekniska förhållanden.
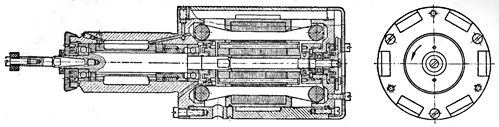
Fikon. 1. Högfrekvent elektrisk slipspindel.
Verkningsgraden hos högfrekvensmotorer är relativt liten. Detta beror på förekomsten av ökade stålförluster och lagerfriktionsförluster.
Måtten och vikten på högfrekventa elmotorer är relativt små.

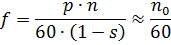
Ris. 2. Modern högfrekvent elektrisk spindel
Användningen av elektriska spindlar istället för remdrift vid tillverkning av kullager ökar arbetsproduktiviteten hos interna slipmaskiner med minst 15-20% och minskar kraftigt avslag i kona, ovalitet och ytrenhet. Hållbarheten hos slipspindlar ökas med 5-10 gånger eller mer.
Användningen av höghastighetsspindlar för borrning av hål med en diameter på mindre än 1 mm är också av stort intresse.
Frekvensen för strömmen som försörjer den högfrekventa elmotorn väljs beroende på den erforderliga rotationshastigheten n för elmotorn enligt formeln
eftersom p = 1.
Så vid rotationshastigheter för elektriska spindlar på 12 000 och 120 000 rpm krävs frekvenser på 200 respektive 2000 Hz.
Särskilda högfrekvensgeneratorer användes tidigare för att driva högfrekvensmotorer.Nu, för dessa ändamål, används statiska frekvensomvandlare på höghastighetsfälteffekttransistorer.
I fig. 3 visar en trefas synkron induktionsgenerator för inhemsk produktion (typ GIS-1). Som framgår av ritningen finns det breda och smala spår på statorn till en sådan generator. Fältlindningen, vars spolar är placerade i statorns breda slitsar, förses med likström. Magnetfältet för dessa lindningar är inneslutet genom statortänderna och rotorutsprången, såsom visas i fig. 3 med prickad linje.
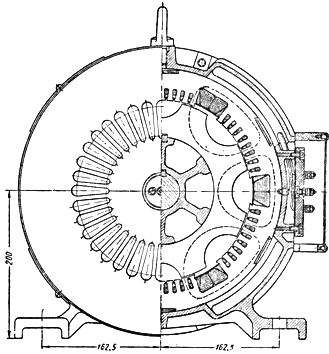
Ris. 3. Induktionsströmgenerator med ökad frekvens.
När rotorn roterar, korsar magnetfältet som rör sig längs rotorns utsprång varven på växelströmslindningen som är belägen i statorns smala slitsar och inducerar ett alternerande e. etc. c. Frekvensen av detta e. etc. c. beror på rotationshastigheten och antalet rotoröron. De elektromotoriska krafterna som induceras av samma flöde i de fältlindade lindningarna upphäver varandra på grund av den förestående aktiveringen av spolarna.
Excitationsspolen matas genom en selenlikriktare ansluten till AC-nätet. Både statorn och rotorn har magnetiska kärnor av stålplåt.
Generatorer med den beskrivna designen produceras med en nominell effekt på 1,5; 3 och 6 kW och vid frekvenser på 400, 600, 800 och 1200 Hz. Den nominella rotationshastigheten för synkrona generatorer är 3000 rpm.