Beräkningar av elförbrukningstakten
 Tre huvudsakliga tillvägagångssätt används i utvecklingen av energiförbrukningsstandarder: experimentella, beräkningsanalytiska och statistiska.
Tre huvudsakliga tillvägagångssätt används i utvecklingen av energiförbrukningsstandarder: experimentella, beräkningsanalytiska och statistiska.
Ett erfaret sätt kräver mätningar av elförbrukningen för varje operation i de lägen av den tekniska processen som anges av reglerna. Elförbrukningen per produktionsenhet bestäms genom att driftskostnaderna adderas.
Detta tillvägagångssätt kräver användning av ett stort antal mätanordningar och betydande arbetskostnader. För att få tillförlitliga resultat för varje operation är det nödvändigt att utföra ett stort antal mätningar och statistisk bearbetning av resultaten, samt att jämföra de erhållna uppgifterna med kostnaderna för platsen, verkstaden, produktionen. Därför är denna metod främst tillämpbar för att fastställa individuella standarder i en specifik produktionsmiljö.
Beräkningsanalytisk metod innebär att bestämma elförbrukningshastigheten genom beräkning - enligt passdata för den tekniska utrustningen, med hänsyn till graden av dess belastning, driftslägen och andra faktorer. För allmänna produktionsstandarder måste även kraften och driftsätten för all hjälputrustning (ventilation, vattenförsörjning och avlopp, elektrisk belysning, reparationsbehov etc.) beaktas.
Elkonsumenternas driftsätt beaktas med hjälp av olika koefficienter (tillkoppling, laddning etc.), vars empiriska urval och slumpmässiga karaktär leder till betydande fel. Element-för-element-beräkningen av uppsättningen energiförbrukningskomponenter gör metoden extremt tidskrävande.
Statistisk metod för ransonering baserad på statistisk bearbetning av uppgifter om allmänna och specifika kostnader för en viss tidsperiod och identifiering av faktorer som påverkar deras förändring. Beräkningar görs enligt avläsningar av elmätare och produktutgångsdata. Denna metod är den minst tidskrävande, pålitliga och allmänt använda i praktiken att ransonera energiförbrukningen. Låt oss titta på de praktiska metoderna för dess genomförande.
Den specifika förbrukningen av el beräknas för en speciell anläggning — en produktionsplats, en verkstad eller en separat energikrävande enhet som har en "egen" disk vid entrén. Organisationen av elmätningen är en förutsättning för en effektiv reglering.
Ett tekniskt system för att mäta elektricitet sammanfaller ofta inte med den administrativa uppdelningen av företaget på grund av komplexiteten och förgreningen av kraftförsörjningssystemen. Vid utnämning av administrativa enheter som utför ransonering ska de därför mappas till redovisningsenheterna.
För det kontrollerade objektet särskiljs huvudtyperna av produkter, vars produktionsvolym kan beräknas för ett skift, en dag eller för en cykel av utrustningsdrift. Följaktligen tas avläsningarna av elmätarna i skift, dagligen eller för varje arbetscykel.
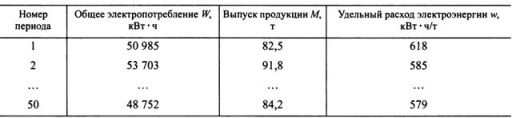
För att beräkna de karakteristiska indikatorerna är ett förberedande stadium för insamling av statistiska uppgifter nödvändigt - minst 50 perioder. Tabell 1 visar ett exempel på den initiala datarepresentationen. I slutet av varje tidsintervall registreras anläggningens totala elförbrukning (per meter) och produktionseffekt. I den sista kolumnen skrivs värdena för specifik elförbrukning in, erhållna med formeln w = W / M, där W är den faktiska elförbrukningen för produktion av produkter i mängden M (mängden kan mätas i olika enheter).
Sektion. 1.
Faktisk specifik elförbrukning för olika tidsperioder är inte densamma, vilket beror på den olika belastningen av det valda objektet, driftslägen, sammansättningen av råvaror och andra faktorer.Om alla dessa förhållanden är desamma, då är värdena för enhetskostnader nära för olika perioder, deras fördelning bör vara normal (gaussisk). I det här fallet kan du få medelvärdet av elförbrukningen för ett antal perioder och använda den som standard.
Det bör noteras att distributionen av experimentella data är normal (Gaussisk) endast i fallet med samma förhållanden för den tekniska processen och samma parametrar för den tillverkade produkten. Ganska ofta följer inte uppgifterna en normalfördelning på grund av två faktorer.
För det första kan det finnas en förändring i parametrarna för produkter, råvaror eller utrustningsdriftslägen. Till exempel har stålkvaliteten och den valsade metallens profil stor inverkan på energiförbrukningen (valsning av armeringen bestämmer den specifika energiförbrukningen på 180 kWh, rostfritt stål med samma diameter — 540 kWh). I dessa fall bör övervakningen organiseras på ett sådant sätt att det erforderliga antalet mätningar erhålls från homogena produkter.
För det andra förklaras brottet mot normalfördelningen av tekniska egenskaper, som i detta fall manifesteras av avvikelser från tekniken, avvisade och missade kvaliteter (till exempel är smältans volym betydligt mindre än den nominella). Det är dessa fall som den ansvarige teknologen ska identifiera och vidta åtgärder. Fördelningens avvikelse från normalen definierar ett visst område som bestämmer de möjliga volymerna av energibesparing genom organisatoriska åtgärder.
För att få rimliga normer är det nödvändigt att kontrollera överensstämmelsen mellan den statistiska lagen om fördelningen av den specifika elförbrukningen med den normala (Gaussiska) fördelningen. Du kan använda test efter kriterium χ2... Om det erhållna värdet av kriteriet överstiger det teoretiska värdet, bör hypotesen om överensstämmelsen mellan den statistiska fördelningen och normalen förkastas.
Detta innebär att det från de erhållna uppgifterna är omöjligt att räkna ut en enstaka elförbrukning per produktionsenhet, då måste de delas upp enligt de karakteristiska tekniska lägena, beräkna för varje energiförbrukningstakt eller bestämma det statistiska beroendet av den specifika förbrukningen av påverkande faktorerna w = f (x1, x2, x3), där produktionsvolymer kan fungera som faktorer x1, x2, x3, temperatur, bearbetningshastighet osv.
Om kontrollen bekräftar att fördelningen av enhetskostnader är nära normal kan elförbrukningstakten bestämmas utifrån dessa uppgifter. För övervakning är det lämpligast att ställa in det intervall inom vilket den specifika energiförbrukningen ska ligga.
Området bestäms enklast av medelflödet och standardavvikelsen. σ... Enkelt uttryckt kan den nedre gränsen för intervallet antas vara lika med wmin = wWed — 1,5σ, och den övre — wmax = wcp + 1,5σ... Enligt regel 10 — 20 % av den specifika elektriciteten konsumtion som tas emot i verkliga produktionsförhållanden, överstiger det angivna intervallet, vilket beror på fel från arbetare, brott mot regimen, avvikelser i produktkvalitet etc.Teknikpersonal bör uppmärksamma sådana fall och vidta åtgärder.
Vi betonar att de normer som erhålls med någon av dessa metoder återspeglar energiförbrukningen för produktion av produkter endast i företaget där de erhålls, och kan inte utvidgas till vare sig branschen som helhet eller till ett annat företag. Detta beror på de individuella egenskaperna hos varje företag som ett komplext system av teknisk typ.
Till exempel bestämdes den tekniska standarden för valsande produktion experimentellt beroende på metalltemperatur, valshastighet, kalibrering, lagerfriktion, tekniska förluster etc. skärhastighet och bearbetningstid Dessa resultat kan dock inte överföras till alla verktygsmaskiner, inte ens inom en enda anläggning, eftersom det i praktiken finns många typer av bearbetade delar och bearbetningslägen.
Dessutom, hur använder du dessa hastigheter som erhålls för varje detalj? Det är omöjligt att placera en elmätare nära maskinen och jämföra förbrukningen för varje del med standarden. Att generalisera standarderna, med hänsyn till antalet och utbudet av tillverkade delar, kommer att leda till ett stort fel på grund av oförmågan att ta hänsyn till alla faktorer i arbetet.
Med hjälp av beräknings- och analytisk metod är det också omöjligt att gå från data om den nominella effekten hos enskilda elektriska mottagare, med hänsyn till alla möjliga tekniska lägen, typer av produkter, kvalitet på råvaror, till elförbrukning för en verkstad eller ett företag för en månad, kvartal, år.
Det är omöjligt att få fram det uppskattade värdet av företagets energiförbrukning genom att summera olika specifika normer för hela produktsortimentet. För att göra detta är det nödvändigt att i förväg planera inte bara den totala mängden produkter som kommer att släppas under nästa månad (kvartal, år), utan också att exakt dela upp det efter varumärken, egenskaper hos bearbetningslägen och många andra faktorer. Detta var omöjligt under planekonomins förutsättningar och i ännu högre grad nu.
Det är omöjligt att jämföra olika företag och enligt de utökade standarderna för hela anläggningen även med nära tekniska cykler. År 1985, i järnmetallurgiföretag, tog den specifika elförbrukningen för 1 ton valsade produkter värden från 36,5 till 2222,0 kW • h / t med ett branschgenomsnitt på 115,5 kW * h / t; för konverterstål — från 13,7 till 54,0 kW • h/t med ett branschgenomsnitt på 32,3 kW • h/t.
En sådan betydande spridning förklaras av skillnaden i tekniska, organisatoriska och sociala faktorer för varje produktion, och det är tydligt att den genomsnittliga branschnormen inte kan utsträckas till alla företag. Samtidigt kan företaget inte anses ineffektivt om det överstiger branschgenomsnittet.
Minskad produktion, ofullständig och oregelbunden användning av utrustning leder till högre enhetskostnader, vilket ytterligare vidgar datagapet. Under dagens förhållanden kan därför industrins genomsnittliga elförbrukningsnivåer varken användas för att förutsäga energiförbrukningen eller för att uppskatta energibesparingar.