Explosionsvetsning - vad det är och hur det används
 Mycket ofta i processen att designa strukturer står ingenjörer inför problemet med materialval - de material som är idealiska för att utföra vissa strukturella funktioner har inte de nödvändiga egenskaperna för att uppfylla andra operativa krav. Till exempel kan ett material ha bra korrosionsbeständighet, elektrisk ledningsförmåga och termisk ledningsförmåga, men otillräcklig hårdhet eller slitstyrka. Material framställt genom explosionsvetsning.
Mycket ofta i processen att designa strukturer står ingenjörer inför problemet med materialval - de material som är idealiska för att utföra vissa strukturella funktioner har inte de nödvändiga egenskaperna för att uppfylla andra operativa krav. Till exempel kan ett material ha bra korrosionsbeständighet, elektrisk ledningsförmåga och termisk ledningsförmåga, men otillräcklig hårdhet eller slitstyrka. Material framställt genom explosionsvetsning.
Explosiv svetsning som en möjlig teknisk process upptäcktes under andra världskriget, när fragment av granater svetsade med andra metallföremål hittades efter bombexplosionen. I början av 1960-talet utvecklade DuPont en praktisk explosiv svetsprocess och patenterade den i USA.
Sedan dess har explosionsvetstekniken utvecklats snabbt och tillämpas inom många områden, från tillverkning av bimetaller för petroleumindustrin till tätade fogar inom elektronik.Delar som erhållits genom explosionsvetsning gjorde det möjligt att nå den tidigare ouppnåeliga gränsen för produktens livslängd - upp till 30 år.
Processen med explosionsvetsning är vid första anblicken ganska enkel. Metallerna som ska sammanfogas måste placeras tätt intill varandra med ett litet mellanrum. Det explosiva lagret är jämnt fördelat över toppplattan. Den resulterande sandwichstrukturen brister och ett nytt strukturmaterial bildas.
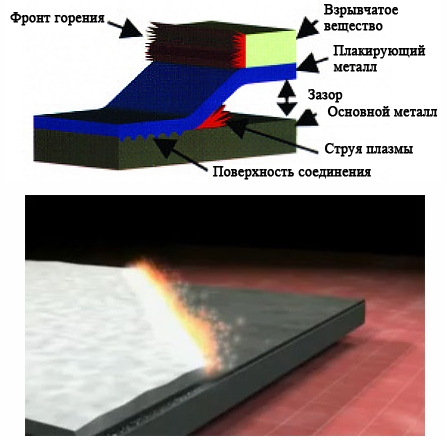
Explosionsvetsningsprocess
Från två separata och ofta helt olika material kan en enda svetsad metallkomposition erhållas. Bimetallplåt de kan sedan vidarebearbetas (t.ex. valsning) för användning i olika produkter. Tjockleken på beklädnadsskiktet som appliceras på basmetallen kan variera från flera tiondels millimeter till flera tiotals centimeter.
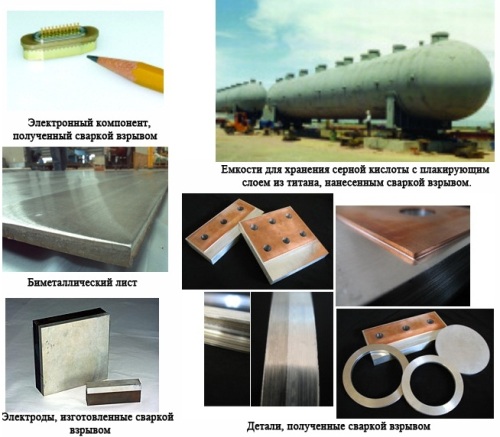
Exempel på produkter erhållna genom explosiv svetsning
Efter svetsning krävs som regel uträtning av den resulterande fogen, som utförs på rullar eller på en press. Kontrolloperationer följer — mekaniska tester och ultraljudsprovning av svetsfogen.
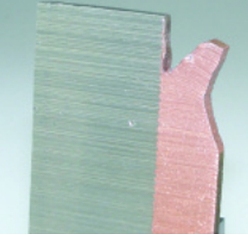
Mejselprovning av svetsfogen visar att brottet inte uppstår längs svetsen.
Ett svetsat prov av rostfritt stål och aluminium utsätts för ett böjprov. Brottet uppstod i aluminiumet, inte svetsen
I verkligheten är dock processen mycket mer komplicerad. För att erhålla en högkvalitativ anslutning utan delaminering är noggrann kontroll av ett antal tekniska parametrar nödvändig, och produktionen av högkvalitativa kompositer kräver stor erfarenhet i denna fråga.
Det vanligaste svetssprängämnet är igdanit (en blandning av ammoniumnitrat och kolvätebränsle, oftast diesel).
Mängden sprängämnen kan variera kraftigt, men de flesta svetsoperationer utförs med sprängämnen som väger 10 ... 1000 kg. Uppenbarligen kan sådant farligt arbete inte utföras i en normal produktionssvetsverkstad. Sprängsvetsning bör utföras av licensierade och erfarna ingenjörer på avstånd från människors plats. Försiktighetsåtgärder relaterade till sprängning och förvaring av explosiva ämnen bör vidtas.
Under svetsprocessen genereras en mycket stor kraft i exponeringszonen för sprängämnet, som kan nå flera hundra tusen ton. Ytatomskikten av vart och ett av materialen som förenas exponeras för plasmastrålen. Plasman inducerar bildandet av en metallisk bindning, där metallerna separeras från varandra av valenselektroner.
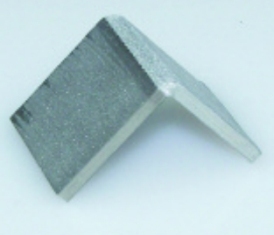
På en mer makroskopisk nivå framträder svetsfogen som en vågig linje längs explosionens riktning. Vågbildningens "amplitud" beror på detonationsvinkeln och hastigheten. I extrema fall kan den vara så stor att den resulterar i oönskade tomrum under vågtopparna. Detonationsvinkeln är vanligtvis mindre än 30 grader.
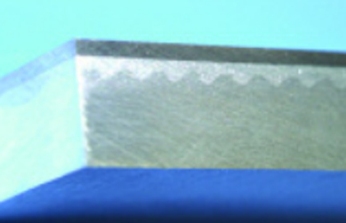
På det här fotot är den vågiga naturen hos bindningen mellan två metaller tydligt synlig.
Explosionssvetsning har ett brett utbud av material som behöver sammanfogas. I vissa fall kan kvaliteten på den sammansatta svetsfogen förbättras genom att lägga ett tunt mellanskikt mellan två olika lager. Smörgåsar av fyra eller fler lager metall är inte heller ovanliga.Det totala antalet möjliga kombinationer av bimetaller, enligt experter, är mer än 260 alternativ.
Användningen av bimetaller som erhålls genom explosionsvetsning kan avsevärt öka livslängden och öka tillförlitligheten hos termisk, gjuteri, petroleumutrustning, värmeväxlare och behållare i den kemiska industrin. Stål-aluminiumkompositer används vid tillverkning av elektroder.
Svetsade bimetallplåtar kan användas som övergångselement vid montering av strukturer av olika metaller. Beläggningar för foder gjorda av ädelmetaller kan avsevärt minska kostnaderna för delar som tidigare gjorts helt av dyra material, samtidigt som de inte försämras och ibland till och med får mycket högre tekniska egenskaper.
Explosiva svetsade strukturer används framgångsrikt vid konstruktion av marina strukturer eftersom de avsevärt kan minska eller helt eliminera elektrokemisk korrosion i den marina miljön. Tunna lager av skärmningsmaterial som appliceras med denna svetsmetod skyddar rymdfarkoster från strålning.