Reparation av magnetstarter
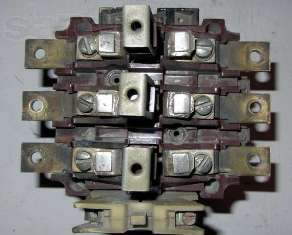
Reparation av kontakter på magnetstartare
 Kontakter magnetiska starter, på vars yta det finns spår av brinnande och kolavlagringar, rengörs med en bomullstrasa doppad i lacknafta eller flygbensin.
Kontakter magnetiska starter, på vars yta det finns spår av brinnande och kolavlagringar, rengörs med en bomullstrasa doppad i lacknafta eller flygbensin.
Stänk och "pärlor" av metall på ytan av kontakterna rengörs med en fil. Efter rengöring med en gädda med en tjocklek på 0,05 mm, kontrollera tätheten av anslutningen av kontaktytorna. Med slutna kontakter bör sonden inte passera mer än 25 % av kontaktytan mellan kontakterna.
Vid brott eller lossning ersätts kontaktfjädern med en ny eller en lämplig från den avvisade startmotorn.
När gängan är sliten eller frilagd i hålen för skruvarna för att fästa de strömförande trådarna, skärs hålen med den skadade gängan av, och gängan av följande storlek gängas med en tapp.

Reparation av magnetiska kretsar av magnetiska starter
Magnetiska kretsar av magnetiska starter består av ett ankare och en kärna på vilken en kortsluten spole är förstärkt.
Förorenade kontaktytor på kärnan och ankaret rengörs med ett rengöringsmaterial indränkt i bensin.Om det finns spår av korrosion på kontaktytan rengörs ytan med en smärgelduk. Efter rengöring med en 0,05 mm sond, kontrollera kontaktytan mellan kärnan och ankaret genom att trycka ankaret mot kärnan för hand. Kontaktytan måste vara minst 70 % av kärnsektionen.
Om luftgapet mellan ankarets mellersta kärna och magnetkretsens kärna är mindre än 0,2 mm, kläms ankaret eller kärnan på startmotorn fast i ett skruvstäd och den mellersta kärnan fylls med en fil med en fin slits. Ankaret placeras sedan på kärnan och gapet sonderas. Avståndet bör vara mellan 0,2 och 0,25 mm. Vid matning av kärnan, se till att ytorna på ankaret och kärnans kärna är parallella när magnetsystemet är stängt.

Under arbetshärdning slipas kärnans och ankarets kontaktyta på en slipmaskin tills spår av härdning avlägsnas. Efter slipning med sonder, kontrollera gapet mellan de mellersta strängarna, såväl som kontaktytan för ändsträngarna på ankaret och kärnan. Spalten mellan de mittersta kärnorna måste vara inom de övre gränserna, och kontaktytan för ändkärnorna måste vara minst 70 % av kärnans tvärsnitt.
Den skadade kortslutningen i startmotorerna ersätts med en ny. Startarens skadade kortslutning skärs av med en fil på ena sidan och tas bort.
Platsen där spolen är installerad rengörs med en fil. Det nya kortslutningsvarvet är gjord av mässing.Det är förbjudet att byta material och göra en kortslutning med avvikelser i dimensioner, eftersom detta leder till en ökning av ljudet från den medföljande startmotorn eller till oacceptabel uppvärmning av slingan.
Den producerade kortslutningen i starterna pressas in i kärnans spår eller placeras på kärnan och dess fästplattor böjs.
Om ytan på magnetkretsen har en skadad färg, rengörs den med ett rengöringsmaterial indränkt i bensin eller lacknafta och torkas. Efter torkning sänks kärnan och ankaret ner i ett emaljbad så att kontaktytorna inte täcks med lack och bredden på den omålade remsan runt kontaktytans kanter inte är mer än 3 mm. Du kan också måla kärnan och armaturen i den magnetiska kretsen med en pensel.
De målade ytorna lufttorkas i 2-3 timmar.

Reparation av terminalklämmor på magnetstartare
Brända eller oxiderade kontaktytor på anslutningsblocken rengörs med en fil eller sandpapper, torkas av med ett rengöringsmaterial indränkt i bensin och förtenas med POS-30 lod.
När gängan är sliten eller bruten i hålen för skruvarna för att fästa strömmatningsledningarna, svetsas hålen med koppar eller mässing med en gasbrännare. Svetsplatsen rengörs med fil, spikas och ett hål borras för att skära en ny gänga. En gänga skärs in i det borrade hålet till storleken på den skadade gängan.