Elektromagnetiska slipplattor
 Elektromagnetiska plattor används ofta i ytslipmaskiner. Ståldelarna som ska bearbetas placerade på dessa plåtar hålls på plats under bearbetningen av plåtens magnetiska attraktion. Elektromagnetisk fastspänning har fördelar jämfört med käftklämning. Inklusive strömmen kan du omedelbart fixa många delar som ligger på plattans yta.
Elektromagnetiska plattor används ofta i ytslipmaskiner. Ståldelarna som ska bearbetas placerade på dessa plåtar hålls på plats under bearbetningen av plåtens magnetiska attraktion. Elektromagnetisk fastspänning har fördelar jämfört med käftklämning. Inklusive strömmen kan du omedelbart fixa många delar som ligger på plattans yta.
Med elektromagnetisk fastspänning kan större bearbetningsnoggrannhet uppnås eftersom arbetsstycket inte komprimeras i sidled när det värms upp under bearbetningen och kan expandera fritt. Med elektromagnetisk fastspänning är det möjligt att bearbeta delar från änden och från sidan.
Elektromagnetisk fastspänning ger dock inte lika höga krafter som fastspänning med kammar. I händelse av ett nödavbrott av strömförsörjningen till spolen på den elektromagnetiska plattan, slits delen av från dess yta. Därför används inte elektromagnetiska plattor för höga skärkrafter. Dessutom behåller ståldelar bearbetade på elektromagnetiska plattor ofta kvarvarande magnetism.
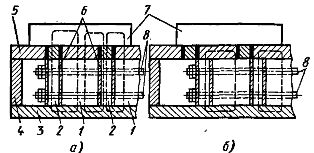
Den elektromagnetiska plattan (fig. 1) har en kropp 1 av mjukt stål, vars botten är försedd med utsprång av stolpar 2. Ett lock 3 är placerat ovanpå, i vilket sektioner 4 belägna ovanför polerna är åtskilda av mellanliggande skikt 5 av icke-magnetiskt material (bly- och antimonlegering, tennlegeringar, brons, etc.).
När en likström flyter genom spolarna 6, är alla sektioner av den yttre ytan av locket (spegeln), omgivna av icke-magnetiska mellanliggande skikt, en pol (till exempel den norra); resten av plattans yta — med den andra polen (till exempel den södra). Den behandlade delen 7, som överallt överlappar det icke-magnetiska mellanskiktet, stänger det magnetiska flödet av en av polerna 2 och attraheras därför till plattans yta.
För fixering av små detaljer är det önskvärt att avståndet mellan stolparna 2 är så litet som möjligt. Detta är emellertid svårt att genomföra, eftersom varven på två spolar 6 måste placeras mellan polerna. Därför används elektromagnetiska plattor med kanaler fyllda med icke-magnetiskt material för att fixera små delar (fig. 2).
Denna platta har endast en spole 2. Plåtens kropp 1 är täckt med ett tjockt stålhölje 3 med tätt åtskilda icke-magnetiska spår 4. När ett litet arbetsstycke 5 placeras på ämnet 5, en del av magnetflödet hos spolen kommer att stängas genom locket 3 under spåren, och en del av det, som böjer sig runt det icke-magnetiska spåret som täcks av del 5, kommer att passera genom arbetsstycket, vilket säkerställer dess attraktion. Eftersom endast en del av det magnetiska flödet passerar genom delen är attraktionskraften hos dessa plattor lägre än för plattor med genomgående skikt.
Förutom elektromagnetiska plattor som är utformade för fram- och återgående rörelse, används i stor utsträckning roterande elektromagnetiska plattor, vanligtvis kallade elektromagnetiska tabeller.
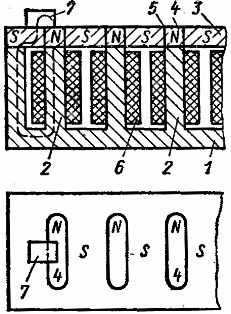
Ris. 1. Elektromagnetisk spis
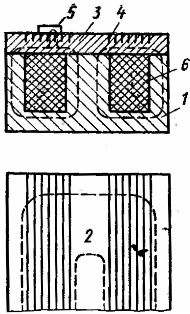
Ris. 2. Elektromagnetisk platta för smådelar
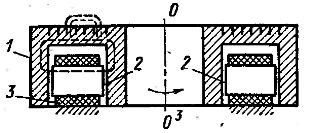
Ris. 3. Bord med fasta elektromagneter
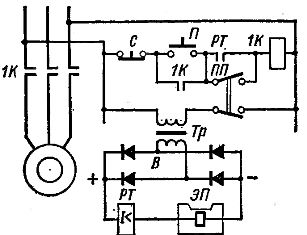
Ris. 4. Slå på den elektromagnetiska spisen
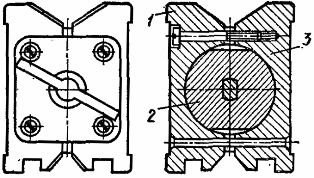
Tabeller med fasta elektromagneter används även inom industrin (fig. 3). Bordets kropp 1 roterar över de stationära elektromagneterna 2 placerade runt omkretsen. När en likström flyter genom spolen 3, stängs det magnetiska flödet (som visas i fig. 3 med en prickad linje), vilket säkerställer attraktionen av delen.
Elektromagnetiska tabeller av denna typ, förutom de icke-magnetiska kanalerna som är belägna längs de koncentriska cirklarna, har genomgående radiella icke-magnetiska mellanskikt som delar upp bordets kropp och dess arbetsyta i sektorer som inte har en magnetisk förbindelse med varje Övrig. Om elektromagneterna 2 inte är placerade runt hela omkretsen, bildas en sektor på ett sådant bord, på vilken delarna inte kommer att fixeras och lätt kan tas bort. Bordet med stationära elektromagneter vilar på ringformade styrningar gjorda av icke-magnetiskt material (vanligtvis brons). Detta eliminerar möjligheten att stänga flödet under elektromagneterna.
Den elektromagnetiska plattans attraktionskraft beror till stor del på den fasta delens material och storlek, antalet delar på dess yta, delens läge på plattan och plattans utformning: attraktionskraften hos elektromagnetiska plattor varierar mellan 20-130 N/cm2 (2-13 kgf/cm2).
Under drift värms den elektromagnetiska spisen upp, under avstängning kyls den ner. Detta gör att luft rör sig genom eventuella läckor, vilket gör att fukt kan kondensera inuti bänkskivan. Därför är det vid utformningen av elektromagnetiska spisar viktigt att säkerställa skyddet av spisens spolar från effekterna av kylvätskan. För detta hälls plattans inre hålighet med bitumen.
För att driva elektromagnetiska spisar används likström med en spänning på 24, 48, 110 och 220 V. Oftast används en ström med en spänning på 110 V. Att driva elektromagnetiska spisar med växelström är oacceptabelt på grund av den starka avmagnetiseringen och värmeeffekt av virvelströmmar.
Spolarna för de enskilda polerna på en elektromagnetisk platta är vanligtvis seriekopplade. Mindre ofta används de för att växla från serie till parallell, med 110 V med parallellkoppling av spolar och 220 V med serie. Effekten som förbrukas av elektromagnetiska spisar är 100-300 watt. Selenlikriktare används vanligtvis som strömkälla för elektromagnetiska spisar. Likriktarsatsen innehåller transformator, säkring och strömbrytare.
Schemat för att slå på den elektromagnetiska plattan visas i fig. 4. Om PP-omkopplaren är i det läge som anges i diagrammet, kan bordsdrivningen (och cirkelrotation vid behov) endast startas när den elektromagnetiska plattan är påslagen. I detta fall får spolen på den elektromagnetiska plattan EP ström från likriktaren B ansluten till nätet genom transformatorn Tr.
Strömreläets RT spol är ansluten i serie med denna spole, vars slutande kontakt är ansluten i serie med 1K-kontaktorns spole. Om strömförsörjningen till den elektromagnetiska plattan, som ett resultat av en olycka, avbryts, kommer strömreläet RT med sin kontakt att bryta kretsen för spolen 1K och bordets roterande motor (ofta av slipskivan) vrids av. Genom att vrida på PP-omkopplaren kan motorn slås på utan märkskylt.
I detta fall är möjligheten att bryta isoleringen av spolen på den elektromagnetiska plattan när den är avstängd utesluten. Lindningskretsen efter att plattan stängts av förblir stängd genom likriktarens armar.
På grund av förekomsten av kvarvarande magnetism är ståldelar efter bearbetning ofta svåra att ta bort från plattan. För att underlätta avlägsnandet av delar flyter en liten ström i motsatt riktning genom spolen på den elektromagnetiska plattan efter avslutad bearbetning. En speciell flexibel tråd i en gummimantel används vanligtvis för att tillföra ström till plattan med kort slaglängd.
Med plattans translationsrörelse över ett större avstånd används koppardäck med borstar som glider på dem. Tunga maskiner använder vagnvajer. Ström tillförs de elektromagnetiska massorna genom släpringar.
Förutom de övervägda elektromagnetiska fästelementen används plattor med permanentmagneter… Dessa spisar kräver inga strömkällor och därför kan det inte ske någon plötslig lossning av delar från spisens yta under ett strömavbrott. Dessutom är permanentmagnetplattor mer tillförlitliga i drift.
Ris. 5.Permanent magnet spis
Ris. 6. Magnetisk anordning
Ris. 7. Avfettningsmedel
Plattan (fig. 5, a) har ett hus 4, inuti vilket är ett paket med permanentmagneter 2. Mellan magneterna är placerade mjuka järnstavar 1, åtskilda från magneterna av distanser 6 av icke-magnetiskt material. Förpackningen är fäst med mässingsbultar 8. Den vilar på en bas 3, gjord av mjukt stål, och är ovanpå täckt med en platta 5, även den av mjukt stål. Plattan 5 har omagnetiska mellanskikt som separerar delar av dess yta belägna ovanför polerna. Plattans kropp 4 är gjord av silimin eller icke-magnetiskt gjutjärn. Stålämnet 7 placerat på plattan 5 attraheras av polerna under det. De magnetiska flödena av polerna är stängda, som visas med den streckade linjen i fig. 5, a.
För att ta bort delen från den elektromagnetiska plattan flyttas polpaketet. I detta läge av polerna är deras magnetiska flöden stängda, förbigående del 7 (streckad linje i fig. 5, b). I detta fall kan delen enkelt tas bort. Väskan flyttas manuellt med hjälp av en excenter som inte visas i figuren.
Plattans inre hålighet är fylld med ett trögflytande anti-korrosionsfett som minskar kraften som krävs för att flytta magnetblocket. Stationära, roterande, sinus-, märknings-, skrapande och andra plattor med permanentmagneter används inom industrin.
Den magnetiska anordningen för korsborrvalsar visas i fig. 6. Om permanentmagneten 2 är i det läge som visas i fig. 6, är delen fixerad och fixturen dras till maskinens stålbord.När magneten 2 vrids 90°, stängs det magnetiska flödet genom ståldelarna 1 och 3 av anordningens kropp, och attraktionen av delen och anordningen slutar.

Ris. 8 Slipmaskin med elektromagnetisk platta
Permanenta magnetanordningar används också som grund för ett indikatorstativ, lampa, kylarmatur, likriktare, etc. Efter demontering kräver permanentmagnetenheter magnetisering i en speciell installation.
Plattor med sådana magneter kännetecknas av en hög attraktionskraft. Ferritkeramiska permanentmagneter används i fräsning, hyvling och andra maskiner.
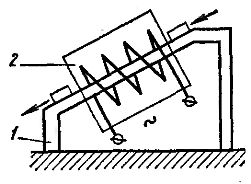
För att eliminera restmagnetismen hos de bearbetade delarna används speciella avmagnetiseringsanordningar. Avmagnetiseraren som visas i fig. 7 är avsedd för avmagnetisering av masstillverkade delar (ringar med kullager). Delarna glider på en lutande bro 1 gjord av icke-magnetiskt material. Samtidigt passerar de inuti spolen 2, som matas med en växelström, och, med förbehåll för omkastningen av magnetiseringen av ett växelfält, förlorar kvarvarande magnetism. Fältstyrkan försvagas när den rörliga delen rör sig bort från spolen 2. Dessa enheter installeras direkt på maskinerna.