Typer och konstruktioner av indirekta elektriska motståndsugnar
 Metoder för att ladda och lossa uppvärmda produkter, såväl som metoder för att flytta dem elektriska motståndsugnar bestämmer till stor del både deras design och driftsegenskaper. I fig. 1 visar huvudtyperna av elektriska motståndsugnar, både intermittent verkan (cell) och kontinuerlig verkan (metodisk), som illustrerar utvecklingen av sätt att mekanisera dem.
Metoder för att ladda och lossa uppvärmda produkter, såväl som metoder för att flytta dem elektriska motståndsugnar bestämmer till stor del både deras design och driftsegenskaper. I fig. 1 visar huvudtyperna av elektriska motståndsugnar, både intermittent verkan (cell) och kontinuerlig verkan (metodisk), som illustrerar utvecklingen av sätt att mekanisera dem.
Nummer I anger vilka typer av satsugnar där produkten är stationär under uppvärmningsprocessen och endast lastning och lossning är mekaniserad.
Index 1 hänvisar till en kammarugn med en sidodörr genom vilken vanligtvis små föremål manuellt laddas in i kammaren. Detta är en universell ugn utan mekanisering.
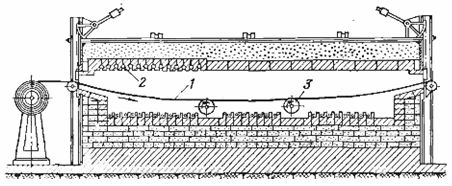
Index 2 — en schaktugn med ett öppningsbart lock. Här sker lastning och lossning av produkterna genom ugnens övre öppning och därför kan de mekaniseras med hjälp av en verkstadskran eller hiss placerad ovanför ugnen.Att lyfta och dra tillbaka locket åt sidan kan göras manuellt (med en spak) eller med hjälp av en kran eller hiss eller slutligen med hjälp av en speciell hydraulisk eller elektromekanisk mekanism.
Index 3 motsvarar en klockugn. Dess sats innehåller flera fodrade stativ, på vilka en klocka (klocka) med värmare kan installeras med hjälp av en kran. Lastning och lossning utförs med en brokran med locket borttaget (monterad på ett annat stativ). Att flytta huven från ett stativ till ett annat görs också med hjälp av bryggkanten.
Index 4 — boggi kammarugn. Dessa ugnar är utformade för att värma stora föremål som inte kan laddas manuellt. Själva ugnskammaren står på pelare (eller fundament), och dess botten är en fodrad vagn, som med hjälp av en vinsch eller en drivning placerad på den (självgående) kan röra sig på skenor under ugnen. Lastning och lossning av vagnen sker med traverskran.
Index 5 markerar hissugnen. Ugnskammaren står på höga pelare, dess botten kan höjas in i ugnen eller sänkas med en last med hjälp av en hydraulisk hiss. I det nedre läget blir ugnens botten dess rullar på skenor och kan lastas och lossas från under ugnen i verkstaden under traversen. Ugnsdesignerna 2, 3 och 5 kan förslutas och drivas i en speciell atmosfär eller vakuum.
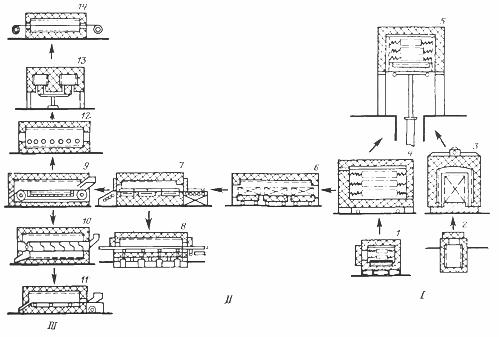
Ris. 1. Huvudtyperna av sadel- och batchugnar
I nummer II och III anges kontinuerliga ugnar, i vilka de uppvärmda produkterna rör sig från ena änden av ugnen till den andra, och deras nummer II-ugnar anges, i vilka förflyttningen av produkter utförs periodiskt, i kickar och figurer III anger de ugnar, i vilka denna förflyttning sker kontinuerligt.
Index 6 — tunnelugn, i vilken produkterna placeras på staplade vagnar, passerar genom en tunnelformad ugnskammare. Efter en viss tid rör sig alla vagnarna till en längd som är lika med längden på en vagn, en av dem lämnar avlastningsugnen, medan en annan lastad vagn kommer in i dess kammare från den motsatta änden av ugnen.
Index 7 visar en extruderingsugn En värmebeständig pall med produkter är monterad på lastbordet (höger). Dörrarna i ändarna av ugnen öppnas med jämna mellanrum och påskjutaren (hydraulisk eller elektromekanisk) trycker pallen in i ugnen, vilket tvingar hela raden av pallar som finns i ugnen på eldfasta skenor i härden att röra sig. I det här fallet kommer plåten längst till vänster ut ur ugnen, varefter luckorna stängs.
Index 8 markerar en ugn för fotgängarhärdar. I botten av ugnen, enligt dess längd, installeras värmebeständiga balkar, som med hjälp av en drivning får en fram- och återgående rörelse. I det här fallet lyfts balkarna innan de flyttas från ugnens lastände från spåren på botten, den nedre delen av ugnen och flyttar dem längs ugnen. Innan den omvända rörelsen av balken sänks ner i bottens spår, sitter produkterna på botten och deltar inte i balkarnas returrörelse. På detta sätt rör sig produkterna periodiskt, i steg, genom ugnen från laddningsänden till tömningsänden.
Index 9 för transportugn.I ugnskammaren sträcks en kedjetransportör över två axlar, vars nät består av vävt nät eller stansade eller gjutna kedjelänkar. När drivaxeln (på utmatningssidan) roterar, rör sig transportören mjukt och bär med sig de produkter som laddats på den vid lastnings (höger) änden av ugnen. Konstruktionen av transportören kan vara mycket olika.
Index 10 hänvisar till en roterugn. Skruven är placerad i ugnskammaren - en värmebeständig trumma med en arkimedisk spiral. När trumman roterar rullar produkterna in i trumman och rör sig gradvis från dess laddningsände till dess tömningsände.
Index 11 visar en pulserande ugn med en ugn. I botten av kammaren är ugnen på rullar värmebeständig härd i form av ett tråg, på vilket ugnens uppvärmningsände (till höger) är anordnad med uppvärmda delar. Med hjälp av en excentrisk drivning får kapseln en fram- och återgående rörelse, och dess bakåtrörelse (mot belastning) är mjuk och mot avlastning är den skarp, under inverkan av en fjäder med stöt på stötdämparna. På grund av detta följer produkterna under den bakåtgående rörelsen samma bana som nedan, medan de under den framåtgående rörelsen, genom stötmomentet, glider framåt i förhållande till härden. Som ett resultat förflyttas produkterna gradvis av pulser från laddningsänden av ugnen till urladdningen.
Index 12 indikerar en ugn med rullbord. Värmebeständiga rullar är monterade i botten av kammaren, de roterar långsamt moturs. På grund av detta transporteras produkten som placeras på rullarna till höger (till skillnad från de tre tidigare typerna av ugnar, denna ugn är utformad för uppvärmning av stora produkter) gradvis längs ugnen till dess utloppsände.
Index 13 hänvisar till en roterugn. Det är i huvudsak en transportugn lindad på en ring. Den ringformade roterande härden gör att produkten som placeras på den genom lastdörren (i sidoväggen som inte visas i figuren) slutför en hel cirkel i ugnen till avlastningsdörren som är placerad bredvid lastdörren.
Index 14 för en dragugn som används för uppvärmning av trådar eller remsor. I ändarna av ugnen finns trummor med tråd eller tejp sträckt mellan dem. När spolarna roterar från en av dem lindas tejpen (eller tråden) och lindas runt den andra.

Lågtemperaturugnardesigner
Lågtemperaturugnar kan inte vara högeffektiva eftersom naturliga konvektionsvärmeöverföringskoefficienter är låga. Processen kan förbättras genom att införa konstgjord cirkulation genom att installera en sugfläkt på ugnen eller skåpets tak, och för att minska värmeförbrukningen för uppvärmning av luften kan den organiseras cirkulärt. I detta fall driver fläkten, som suger luften i den övre delen av ugnen, den längs den värmeisolerade sidokanalen och blåser ut den i den nedre delen av ugnen.
Om det är nödvändigt att torka produkterna och därför ta bort den förångade fukten från de uppvärmda delarna, organiseras en blandad cirkulation, där en del av luften sugs in av fläkten från skåpet och en del från rummet (fig. 2). Den maximala uppvärmningstemperaturen för produkterna i denna typ av ugnar och torktumlare överstiger vanligtvis inte 200 - 300 ° C.
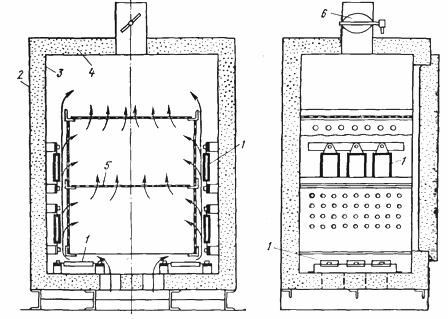
Ris. 2. Ugn med naturlig cirkulation: 1 — värmeelement, 2 — yttre ram, 3 — inre ram, 4 — värmeisolering, 5 — delarhylla, 6 — spjäll för luftreglering.
Utformningen av en sluten ugn för uppvärmning av små metallprodukter i ett lager eller långa produkter visas i fig. 3.
Ris. 3. Kammarugnar med forcerad cirkulation av atmosfären och en elektrisk värmare
Det är en schaktugn för härdning av stålprodukter, i vilken korgar av värmebeständigt material med galler eller perforerad botten sätts in och fylls med de produkter som ska värmas upp.
Värmaren är placerade på sidan av ugnen, runt korgen, men är separerade från den av en värmebeständig skärm för att förhindra direkt strålning och den tillhörande överhettning av produkterna intill korgens väggar. I botten är ugnen utrustad med en fläkt som driver den uppvärmda luften genom korgarna. Denna luft avböjs sedan radiellt in i det ringformiga utrymmet mellan korgen och ugnsväggarna och värms upp och tvättar värmarna.
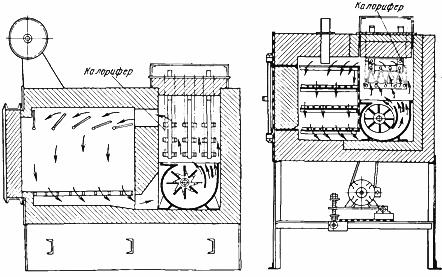
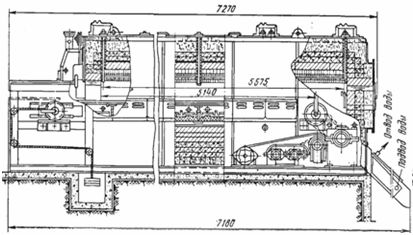
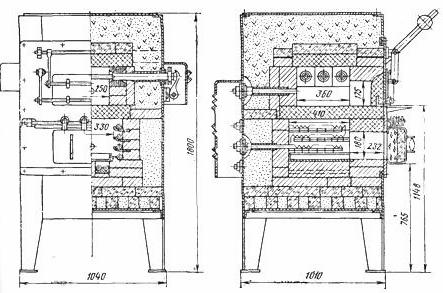
I fig. 4 visar en ugn för torkning av svetselektroder vid en temperatur av 400 ° C. Ugnseffekt 210 kW, elektroder placeras på vagnar, ramar och med hjälp av en hydraulisk tryckare och avdragare leds genom ugnen. Ugnen har en intern fläkt 6 samt externa fläktar 10.
Värmaren är placerade på ugnens sidoväggar. Således, i denna ugn, riktas luftflödena vinkelrätt mot produkternas rörelselinje. Sådana ugnar kan byggas multi-zon.
Ris. 4. Elektrisk påskjutstorkugn: 1 — påskjutare, 2 — vagn, 3 — bord, 4 — ramar för placering av elektroder, 5 — värmekammare, 6 — ugnsfläkt, 7 — luftkanal, 8 — mudderverk, 9 — hydraulisk dörrlyft enhet, 10 — extern fläkt
Medeltemperaturugnsdesigner
Medeltemperaturugnar för värmebehandling är extremt olika. Den enklaste och samtidigt universella ugnen är kammarugnen (fig. 5). Den består av en rektangulär kammare med brandbeständigt foder och värmeisolering, täckt med tak och placerad i ett metallhölje.
Ugnen laddas och lossas genom öppningen i frontväggen, täckt med en dörr. Värmaren är placerade i härden och på ugnens sidoväggar, mindre ofta på taket. I mycket stora ugnar sitter värmarna både på baksidan av ugnen och på luckorna för att säkerställa en jämnare temperaturfördelning i ugnskammaren. Bottenvärmare är vanligtvis täckta med eldfasta plattor på vilka de uppvärmda produkterna placeras.
Dörrarna till kammarugnar är som regel gjorda av lyft, i små ugnar med manuell eller fotdrift (med fotdrift förblir arbetarens hand fri), i större - med elektromekaniska. I det andra fallet är gränslägesbrytare installerade i dörrens övre och nedre lägen, som stänger av elmotorn i ändlägena.
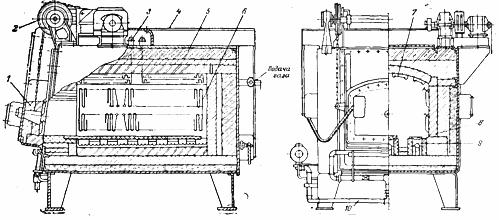
Ris. 5. Kammarelektrisk ugn med metallvärmare och en flamgardin: 1 — dörr, 2 — dörrens lyftmekanism, 3 — utlopp från värmaren, 4 — hölje, 5 — foder, 6 — sidovärmare, 7 — takvärmare, 8 — härdar, 9 — värmare, 10 — flamgardinanordning.
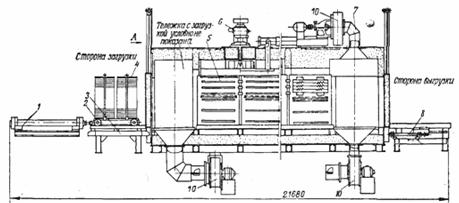
Kammarugnar på vagnar används för glödgning eller annan värmebehandling av stora delar som inte kan laddas in i ugnen manuellt De är en kammare utan botten och vanligtvis utan frontvägg som står på pelare (Fig.6) och en vagn på rullar, på vilken härden och ugnens främre vägg är monterade, som rör sig på skenor med hjälp av en elektrisk drivning eller en elektromekanisk vinsch. Vagnen startar under ugnen, delarna lastas på den med en kran, sedan rör den sig under kammaren och ugnen slås på för uppvärmning.
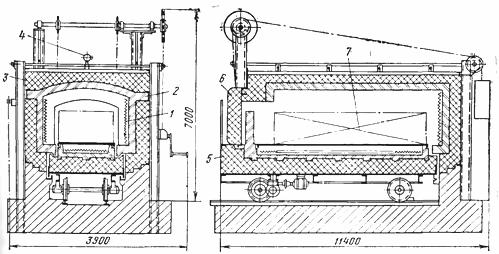
Ris. 6. Kammarugn med boggihärd: 1 — värmare, 2 — eldfast murverk, 3 — värmeisolering, 4 — termoelement, 5 — låda, 6 — dörr, 7 — bur
Efter slutet av glödgningscykeln lämnar vagnen återigen ugnen och avlastas. Ugnsvärmare är vanligtvis placerade på sidorna, bak- och framväggarna samt i härden, och ibland även för att ge jämnare uppvärmning längs med valvet. Botten- och frontväggsvärmarna drivs av flexibla kablar eller bladkontakter. Sådana ugnar är ekonomiska endast med en stor laddning och når en kapacitet på 100 ton och mer och en kapacitet på 3000 - 5000 kW.
Den andra allmänna gruppen av satsugnar är schaktugnar. De är gjorda i form av runda, kvadratiska eller rektangulära skaft, öppna upptill och täckta med ett lock (fig. 7).
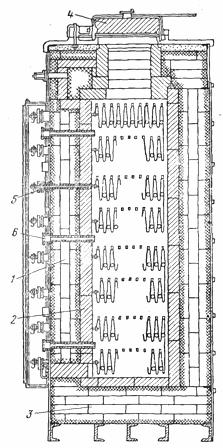
Ris. 7. Schakt elektrisk ugn: 1 — värmare, 2 — eldfast murverk, 3 — värmeisolering, 4 — ugnskåpa, 5 — värmeuttag, 6 — termoelement.
Värmare i schaktugnar installeras vanligtvis på sidoväggarna (bottenvärmare installeras sällan, mer så i platta rektangulära ugnar). Ibland i runda ugnar utformade för att värma en ihålig cylindrisk laddning (trådbuntar, rullar av tenn), dessutom är en vertikal centralvärmare placerad längs axeln. Särskilda värmebeständiga styrningar skyddar värmarna från skador när föremål placeras i eller tas ur ugnen eller korgar med föremål.
Schaktugnar görs ibland mycket djupa för värmebehandling av schakt och rör (10 m eller mer djupa) med flera värmezoner för att säkerställa jämn uppvärmning längs höjden. Samtidigt samlas ett parti rör utanför ugnen, fixeras i en speciell suspension och sänks ner i ugnen med en kran.
Dessa ugnar är mindre flexibla än kammarugnar, men i vissa fall har de betydande fördelar. Lastning och lossning av tunga produkter i ugnen kan enkelt göras med en konventionell brokran i verkstaden, eller om den inte finns tillgänglig, då med en hiss eller ett block. De tar mindre plats då de vanligtvis är nedgrävda i marken för att underlätta underhållet. De är lätta att täta och minskar därmed oxidation av produkten genom att skapa en sand-, olje- eller vattentätning för locket.
På grund av deras större kompakthet och bättre tätning av locken jämfört med dörrarna, är förlusterna för dessa ugnar mindre än för kammarugnar och uppgår till 15 till 25 % av den nominella effekten.
Konstruktionerna av metodiska ugnar skiljer sig huvudsakligen beroende på användningen av en eller annan mekanism för att flytta de uppvärmda produkterna inuti ugnen. Så, transportörugnar har en transportör - en ändlös bana sträckt mellan två axlar, varav en leder och drivs att rotera av en speciell motor. Delar placeras på transportören manuellt eller med en speciell matare och flyttas på den från ugnens laddningsände till tömningsänden.
Ris. 8. Elektrisk härdningsugn för transportörer
Transportbandet är tillverkat av flätat nikromnät (för de lättaste delarna) eller av stansade plattor och stänger som förbinder dem, och för tunga delar - av stansade eller gjutna kedjelänkar. I det senare fallet är transportörens drivaxel tandad och spelar rollen som kugghjul, vars tänder kommer mellan kedjans länkar.
Transportören kan placeras i ugnskammaren i sin helhet, tillsammans med de två axlarna, i vilket fall den värms upp hela tiden och därför lagras värmen som ackumuleras i den.
Nackdelarna med denna design är: mycket svåra driftsförhållanden för de två transportöraxlarna i högtemperaturzonen, svårigheten att reparera dem (låg tillgänglighet) och besväret med att ladda delar på transportörens heta yta. detta måste kyla axlarna med vatten, vilket leder till ganska betydande värmeförluster.På grund av detta avlägsnas ofta ändarna på transportören och dess nedre gren från fodret. Naturligtvis närmar sig transportören i detta fall den laddade änden av ugnen kyld, och därför försvinner värmen som ackumuleras av den. Dessa värmeförluster är större än de med kylvatten i slutna transportugnar.
Värmare i en transportörsugn är mestadels placerade på taket och i härden, under transportörens övre gren, mer sällan på kammarens sidoväggar. Transportörugnar används för att värma endast relativt små delar upp till 900 ° C, eftersom vid en högre temperatur blir driften av mekaniskt belastade delar av transportören opålitlig.
En speciell grupp består av de så kallade sträckugnarna, som används för att värma upp trådar eller remsor av stål och icke-järnmetaller.De är en kammare med värmare genom vilka en remsa eller bunt av trådar förs med hög hastighet (upp till 0,5 m / s) (fig. nio). I sträckugnar uppnås mycket jämn uppvärmning och värmebehandlingsdefekter kan reduceras till noll.
Ris. 9. Sträckbandsugn: 1 — uppvärmt band, 2 — ugnsvärmare, 3 — stödrullar.
Utformning av högtemperaturugnar
Den vanligaste är gruppen av ugnar med karbonvärmare. Carborundum-värmare kan arbeta upp till 1450 ° C, därför täcker ugnar med carborundum-värmare intervallet 1200 — 1400 ° C. De skiljer sig från medeltemperaturugnar med ett tjockare foder som består av minst tre lager.
Eftersom stavarnas motstånd förändras avsevärt under uppvärmning och dessutom för att undvika deras skador krävs en relativt långsam uppvärmning till 850 ° C vid reducerad spänning, så förses högtemperaturugnar med karbonvärmare med styrtransformatorer, som möjliggör byte matningsspänningen i små steg åtminstone i förhållandet 2:1.
Detta är också nödvändigt, eftersom stavarna åldras under drift, vilket ökar deras motstånd, vilket resulterar i att det är nödvändigt att öka spänningen som tillförs den för att upprätthålla ugnens tidigare effekt.
På grund av åldrande, som sker med olika intensitet för enskilda stavar, rekommenderas det inte att seriekoppla dem på grund av möjliga olika förändringar i deras motstånd under uppvärmning.Å andra sidan, om en av de parallellkopplade stängerna misslyckas, kan den inte ersättas med en ny, eftersom motståndet hos de andra stängerna redan har ökat, är det nödvändigt att ersätta dem alla med nya, eller ta från gamla , redan arbetande stänger, var och en med ett motstånd som är lämpligt för dessa förhållanden.
Ris. 10. Kammarhögtemperaturugn. Den nedre kammaren med metallvärmare används för uppvärmning, den övre för hög temperatur med kiselkarbidvärmare.