Elektriska drivningar för CNC-maskiner
 Moderna multifunktionella metallskärmaskiner och industrirobotar är utrustade med flermotoriga elektriska drivenheter som förflyttar verkställande organ längs flera koordinataxlar (Fig. 1).
Moderna multifunktionella metallskärmaskiner och industrirobotar är utrustade med flermotoriga elektriska drivenheter som förflyttar verkställande organ längs flera koordinataxlar (Fig. 1).
Styrning av driften av en CNC-maskin utförs med hjälp av standardsystem som genererar kommandon i enlighet med ett program definierat i digital form. Skapandet av högpresterande mikrokontroller och mikrodatorer med ett chip, som utgör den programmerbara CPU-kärnan, gjorde det möjligt med deras hjälp att automatiskt utföra många geometriska och tekniska operationer, samt att utföra direkt digital styrning av det elektriska drivsystemet och elektroautomation.
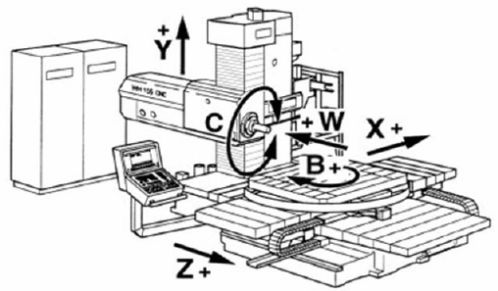
Ris. 1. Drivsystem för CNC-fräsmaskin
Typer av elektriska drivenheter för CNC-maskiner och krav på dem
Processen att skära metall utförs genom ömsesidig rörelse av den del som ska bearbetas och skärverktygets blad.Elektriska drivenheter är en del av metallskärmaskiner, som är utformade för att utföra och reglera metallbearbetningsprocesser genom ett CNC-system.
Vid bearbetning är det vanligt att separera huvudrörelserna som ger kontrollerade skärprocesser under den ömsesidiga rörelsen av verktyget och arbetsstycket, såväl som hjälprörelser som underlättar den automatiska driften av utrustningen (närmar sig och drar tillbaka övervakningsverktyg, byter verktyg och etc.).
De viktigaste inkluderar huvudskärrörelsen, som har den högsta hastigheten och kraften, vilket ger] den nödvändiga skärkraften, såväl som matningsrörelsen, som är nödvändig för att förflytta arbetskroppen längs en rumslig bana med en given hastighet. För att erhålla ytan på produkten med en given form, säger maskinens arbetskroppar till arbetsstycket och verktyget att flytta den önskade banan med en inställd hastighet och kraft. Elektriska drivningar ger rotations- och translationsrörelser till arbetskropparna, vars kombinationer, genom maskinernas kinematiska struktur, ger de nödvändiga inbördes förskjutningarna.
Syftet och typen av metallbearbetningsmaskin beror till stor del på formen på den tillverkade delen (kropp, axel, skiva). Förmågan hos en multifunktionsmaskin att generera de verktygs- och arbetsstyckesrörelser som krävs under bearbetning bestäms av antalet koordinataxlar och därför av antalet sammankopplade elektriska drivenheter och strukturen hos styrsystemet.
För närvarande utförs drivningar huvudsakligen på grundval av tillförlitliga AC-motorer med frekvensregleringutförs av digitala regulatorer.Olika typer av elektriska drivenheter implementeras med typiska industrimoduler (Fig. 2).
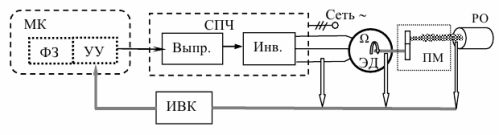
Ris. 2. Typiskt funktionsschema för en elektrisk drivning
Den minsta sammansättningen av de elektriska drivblocken består av följande funktionsblock:
-
verkställande elmotor (ED);
-
frekvensomvandlare (HRC), som omvandlar den elektriska kraften i det industriella nätverket till en trefasmotormatningsspänning med den erforderliga amplituden och frekvensen;
-
en mikrokontroller (MC) som utför funktionerna hos en styrenhet (CU) och en uppgiftsgenerator (FZ).
Den industriella enheten för kraftfrekvensomvandlaren innehåller en likriktare och en effektomvandlare som genererar en sinusformad spänning med de nödvändiga parametrarna som bestäms av signalerna från styrenheten med hjälp av mikroprocessorstyrning av utgångens PWM-omkopplare.
Algoritmen för att styra driften av den elektriska drivenheten implementeras av mikrokontrollern genom att generera kommandon som erhålls som ett resultat av att jämföra signalerna från uppgiftsgeneratorn och data som tas emot från informationsberäkningskomplexet (IVC) baserat på bearbetning och analys av signaler från en uppsättning från sensorer.
Den elektriska drivmotorn i de flesta applikationer innehåller en induktionselektrisk motor med en rotorlindning och en växellåda som den mekaniska överföringen av rotation till maskinspindeln. Växellådan är ofta utformad som en växellåda med elektromekanisk fjärrväxling.Den elektriska drivningen av huvudrörelsen ger den nödvändiga skärkraften vid en viss rotationshastighet, och därför är syftet med hastighetsregleringen att upprätthålla konstant effekt.
Det nödvändiga området för rotationshastighetskontroll beror på diametrarna för de bearbetade produkterna, deras material och många andra faktorer. I moderna automatiserade CNC-maskiner utför huvudenheten komplexa funktioner relaterade till gängskärning, bearbetning av delar med olika diametrar och mycket mer. Detta leder till behovet av att tillhandahålla ett mycket stort utbud av hastighetskontroll samt användning av en reversibel drivning. I multifunktionsmaskiner kan det erforderliga varvtalsintervallet vara tusentals eller mer.
Mycket stora hastighetsområden krävs också i matare. Så vid konturfräsning bör du teoretiskt ha ett oändligt varvtalsområde, eftersom minimivärdet tenderar att vara noll vid vissa punkter. Ofta utförs den snabba rörelsen av arbetskropparna i bearbetningsområdet också av en matare, vilket avsevärt ökar området för hastighetsändringar och komplicerar drivkontrollsystemen.
I matare används synkronmotorer och beröringsfria DC-motorer, samt i vissa fall asynkronmotorer. Följande grundläggande krav gäller för dem:
-
brett utbud av hastighetsreglering;
-
hög topphastighet;
-
hög överbelastningskapacitet;
-
hög prestanda under acceleration och retardation i positioneringsläge;
-
hög positioneringsnoggrannhet.
Stabiliteten hos drivegenskaperna måste garanteras under belastningsvariationer, förändringar i omgivningstemperatur, matningsspänning och många andra skäl. Detta underlättas av utvecklingen av ett rationellt adaptivt automatiskt styrsystem.

Mekanisk del av maskinens drivning
Den mekaniska delen av drivenheten kan vara en komplex kinematisk struktur som innehåller många delar som roterar med olika hastigheter. Följande element särskiljs vanligtvis:
-
rotor av en elektrisk motor som skapar vridmoment (roterande eller bromsande);
-
mekanisk transmission, t, s. ett system som bestämmer rörelsens natur (roterande, translationell) och ändrar rörelsehastigheten (reducerare);
-
en arbetande kropp som omvandlar rörelseenergin till nyttigt arbete.
Asynkron drivspårning av metallskärmaskinens huvudrörelse
Den moderna justerbara elektriska drivningen av huvudrörelsen för CNC-metallbearbetningsmaskiner är huvudsakligen baserad på asynkronmotorer med en burrotorlindning, vilket har underlättats av många faktorer, bland vilka det bör noteras förbättringen av den elementära informationsbasen och kraftelektronik.
Regleringen av lägena för växelströmsmotorer utförs genom att ändra frekvensen på matningsspänningen med hjälp av en kraftomvandlare, som tillsammans med frekvensreglering ändrar andra parametrar.
Egenskaperna för den spårande elektriska drivningen beror till stor del på effektiviteten hos den inbyggda ACS.Användningen av högpresterande mikrokontroller har gett stora möjligheter att organisera elektriska drivsystem.
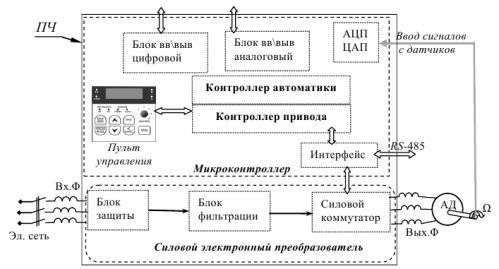
Ris. 3. Typisk styrstruktur för induktionsmotorn med en frekvensomformare
Drivenheten genererar nummersekvenser för strömbrytaren som reglerar driften av elmotorn. Automationsregulatorn ger de nödvändiga egenskaperna i start- och stopplägen, samt automatisk justering och skydd av utrustningen.
Hårdvarudelen av datorsystemet innehåller också: - analog-digital och digital-analog omvandlare för att mata in signaler från sensorer och styra deras funktion;
-
in- och utgångsmoduler för analoga och digitala signaler, utrustade med gränssnittsutrustning och kabelanslutningar;
-
gränssnittsblock som utför intern intermoduldataöverföring och kommunikation med extern utrustning.
Ett stort antal inställningar för frekvensomformaren, införda av utvecklaren, med hänsyn till detaljerade data för en viss elmotor, ger vissa kontrollprocedurer, bland vilka det kan noteras:
-
hastighetsreglering i flera nivåer,
-
övre och undre frekvensgräns,
-
vridmomentgräns,
-
bromsa genom att mata likström till en av motorfaserna,
-
överbelastningsskydd, men i händelse av överbelastning och överhettning, ger energisparläge.
Drivning baserad på kontaktlösa DC-motorer
Verktygsmaskiner ställer höga krav på omfånget av hastighetskontroll, linjäritet av regleregenskaper och hastighet, eftersom de bestämmer noggrannheten i den relativa positioneringen av verktyget och delen, såväl som hastigheten på deras rörelse.
Kraftdrifter implementerades huvudsakligen på basis av DC-motorer, som hade de nödvändiga kontrollegenskaperna, men samtidigt var närvaron av en mekanisk borstsamlare förknippad med låg tillförlitlighet, komplexitet i underhållet och en hög nivå av elektromagnetisk störning.
Utvecklingen av kraftelektronik och digital beräkningsteknik bidrog till att de ersattes i elektriska drivningar med kontaktlösa likströmsmotorer, vilket gjorde det möjligt att förbättra energiegenskaperna och öka tillförlitligheten hos verktygsmaskiner. Emellertid är kontaktlösa motorer relativt dyra på grund av kontrollsystemets komplexitet.
Men principen för driften av en borstlös motor är en elektrisk likströmsmaskin med en magnetoelektrisk induktor på rotorn och armaturlindningar på statorn. Antalet statorlindningar och antalet poler för rotormagneterna väljs beroende på motorns erforderliga egenskaper. Att öka dem hjälper till att förbättra körningen och köregenskaperna, men leder till en mer komplex motordesign.
Vid körning av metallskärmaskiner används huvudsakligen en struktur med tre armaturlindningar, gjorda i form av flera sammankopplade sektioner, och ett excitationssystem av permanentmagneter med flera par poler (fig. 4).
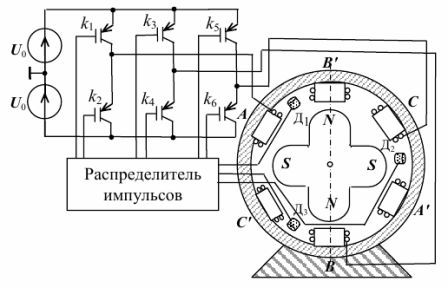
Ris. 4. Funktionsschema för en kontaktlös likströmsmotor
Vridmomentet bildas på grund av växelverkan mellan de magnetiska flödena som skapas av strömmarna i statorlindningarna och rotorns permanentmagneter. Den konstanta riktningen av det elektromagnetiska momentet säkerställs genom lämplig kommutering som tillförs statorlindningarna med likström. Sekvensen för anslutning av statorlindningarna till källan U utförs med hjälp av krafthalvledaromkopplare, som omkopplas under inverkan av signaler från pulsfördelaren vid tillförsel av spänning från rotorpositionssensorerna.
I uppgiften att reglera driftsätten för den elektriska drivningen av beröringsfria DC-motorer urskiljs följande relaterade problem:
-
utveckling av algoritmer, metoder och medel för att styra en elektromekanisk omvandlare genom att påverka fysiska storheter tillgängliga för mätning;
-
skapa ett automatiskt drivsystem med hjälp av teorin och metoderna för automatisk styrning.
Elektrohydraulisk drivning baserad på en stegmotor
I moderna verktygsmaskiner är gemensamma elektrohydrauliska drivenheter (EGD) semi-vanliga, där diskreta elektriska signaler som kommer från ett elektroniskt CNC-system omvandlas av synkrona elektriska motorer till axelrotation. Vridmomentet som utvecklas under verkan av signalerna från drivregulatorn (CP) i CNC-systemet från elmotorn (EM) är ingångsvärdet för den hydrauliska förstärkaren ansluten via den mekaniska transmissionen (MP) till det verkställande organet (IO) av verktygsmaskinen (fig. 5).

Ris. 5. Funktionsschema för den elektrohydrauliska drivningen
Den kontrollerade rotationen av elmotorns rotor med hjälp av ingångstransformationen (VP) och den hydrauliska ventilen (GR) orsakar rotationen av den hydrauliska motoraxeln (GM). För att stabilisera parametrarna för den hydrauliska förstärkaren används vanligtvis intern återkoppling.
I de elektriska drivningarna av mekanismer med start-stopp-karaktär av rörelse eller kontinuerlig rörelse har stegmotorer (SM) funnit tillämpning, som klassificeras som en typ av synkrona elmotorer. Pulsexciterade stegmotorer är bäst lämpade för direkt digital styrning som används i CNC-styrning.
Intermittent (stegvis) rörelse av rotorn vid en viss rotationsvinkel för varje puls gör det möjligt att erhålla tillräckligt hög positioneringsnoggrannhet med ett mycket stort varvtalsvariationsområde från nästan noll.
När du använder en stegmotor i en elektrisk drivning styrs den av en enhet som innehåller en logisk styrenhet och en omkopplare (fig. 6).

Ris. 6. Styranordning för stegmotor
Under verkan av styrkommandot för val av nkanal genererar CNC-drivstyrenheten digitala signaler för att styra effekttransistoromkopplaren, som i den erforderliga sekvensen ansluter DC-spänningen till statorlindningarna. För att få små värden på vinkelförskjutning i ett steg α = π / p placeras en permanentmagnet med ett stort antal polpar p på rotorn.